





Achieve ±0.01mm PEEK Machining: Precision Milling Guide
Published on Tuesday, 31. March 2026
Content Guide:Achieving ±0.01mm precision in PEEK machining for medical & aerospace is a systematic challenge. This guide details how PEEK's thermal properties (Tg, CTE) & moisture absorption affect accuracy. Discover the complete technical solution: from stress-relief annealing and climate-controlled environment
In high-end fields such as medical devices, aerospace, and semiconductor manufacturing, the requirements for dimensional accuracy and functionality of high-performance polymer components are becoming increasingly stringent. Polyetheretherketone (PEEK), with its exceptional mechanical properties, chemical resistance, and biocompatibility, has become a critical material. However, its unique physical characteristics present significant challenges for precision machining. Achieving micron-level tolerances of ±0.01mm (10 microns) is not merely a matter of utilizing high-precision machine tools; it is a systematic engineering endeavor encompassing material science, process planning, environmental control, and measurement compensation. This article will provide an in-depth analysis of the inherent impact of PEEK material properties on machining accuracy and systematically elaborate on a complete technical solution for milling processes to ensure ultra-high precision.
1. Challenges and Mechanisms of PEEK Material Properties on Machining Accuracy
PEEK is not an ordinary plastic. Its semi-crystalline polymer structure gives rise to the following key characteristics that directly influence machining deformation and dimensional stability:
1.1 Glass Transition Temperature (Tg ≈ 143°C) and Thermal Softening Effect
PEEK maintains rigidity below its glass transition temperature. However, localized frictional heat generated during milling can raise the temperature of the machining zone to approach or even exceed Tg, causing material softening. The softened material undergoes plastic flow rather than brittle fracture under tool pressure, leading to spring-back, tool deflection, and burr formation. This severely affects contour accuracy and surface finish. Controlling cutting heat is the primary prerequisite for ensuring precision.
1.2 High Coefficient of Thermal Expansion (CTE, approximately 30-50×10⁻⁶/°C)
PEEK's thermal expansion coefficient is significantly higher than that of metals (e.g., steel is about 11×10⁻⁶/°C). Minor temperature fluctuations during machining can cause substantial dimensional changes. For instance, a 100mm PEEK component experiencing a 10°C temperature increase could expand by 30-50 microns in length, already exceeding the ±0.01mm tolerance band. Therefore, temperature stability throughout the entire process chain is critical.
1.3 Moisture Absorption and Dimensional Swelling
Although PEEK is considered a low-moisture-absorption material, it still absorbs a small amount of moisture (saturated moisture absorption rate is about 0.5%). Absorption causes the material to swell, increasing its dimensions. If humidity control is inadequate before, after, or during machining, the part will gradually shrink in a subsequent dry environment, leading to final dimensional out-of-tolerance.
1.4 Anisotropy and Residual Stress
Whether in injection-molded or 3D-printed PEEK blanks, the internal molecular chain or crystal orientation exhibits anisotropy. This results in differences in the coefficient of thermal expansion and mechanical properties along different directions. Furthermore, the release of internal residual stresses within the blank during machining is one of the primary factors causing part warping and deformation.
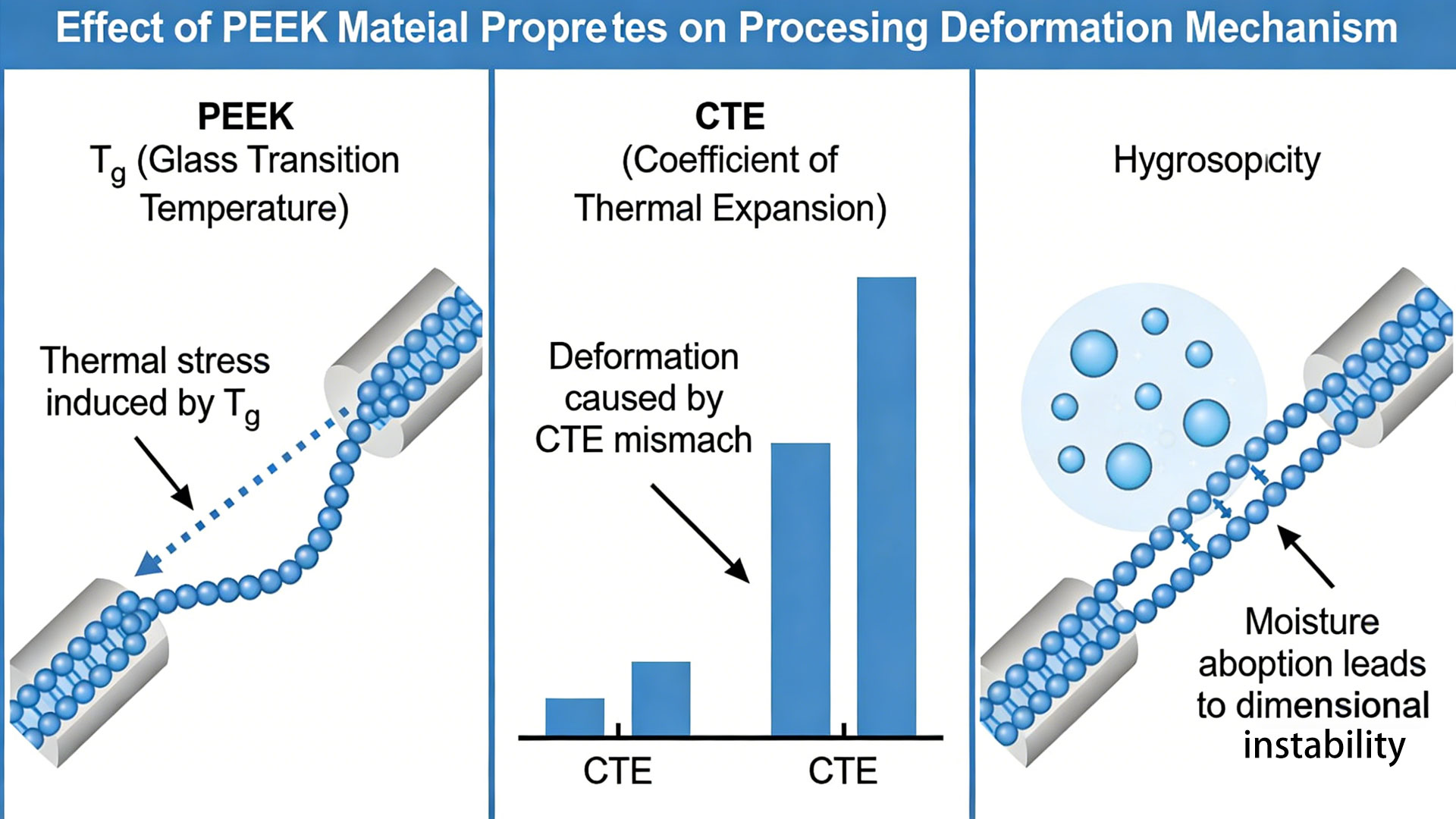
Schematic diagram of the influence mechanism of PEEK material properties (Tg, CTE, moisture absorption) on machining deformation.
2. Comprehensive Technical Support System for Achieving ±0.01mm Precision
To address the aforementioned challenges, it is necessary to establish an interlinked technical support system covering the entire chain of "blank pre-processing → machining environment → cutting process → process monitoring".
2.1 Stress Pre-release Process: Laying the Foundation for Dimensional Stability
Sufficient stress relief treatment must be performed on the blank before machining. A stepwise heating annealing process is recommended: heat the blank to slightly above its glass transition temperature (e.g., 150-160°C), hold for a sufficient duration (typically 2-4 hours depending on cross-sectional thickness), and then furnace cool to room temperature at an extremely slow cooling rate (e.g., 0.5-1°C per minute). This process effectively eliminates internal residual stresses, homogenizes and stabilizes the material structure, thereby reducing machining deformation at the source.
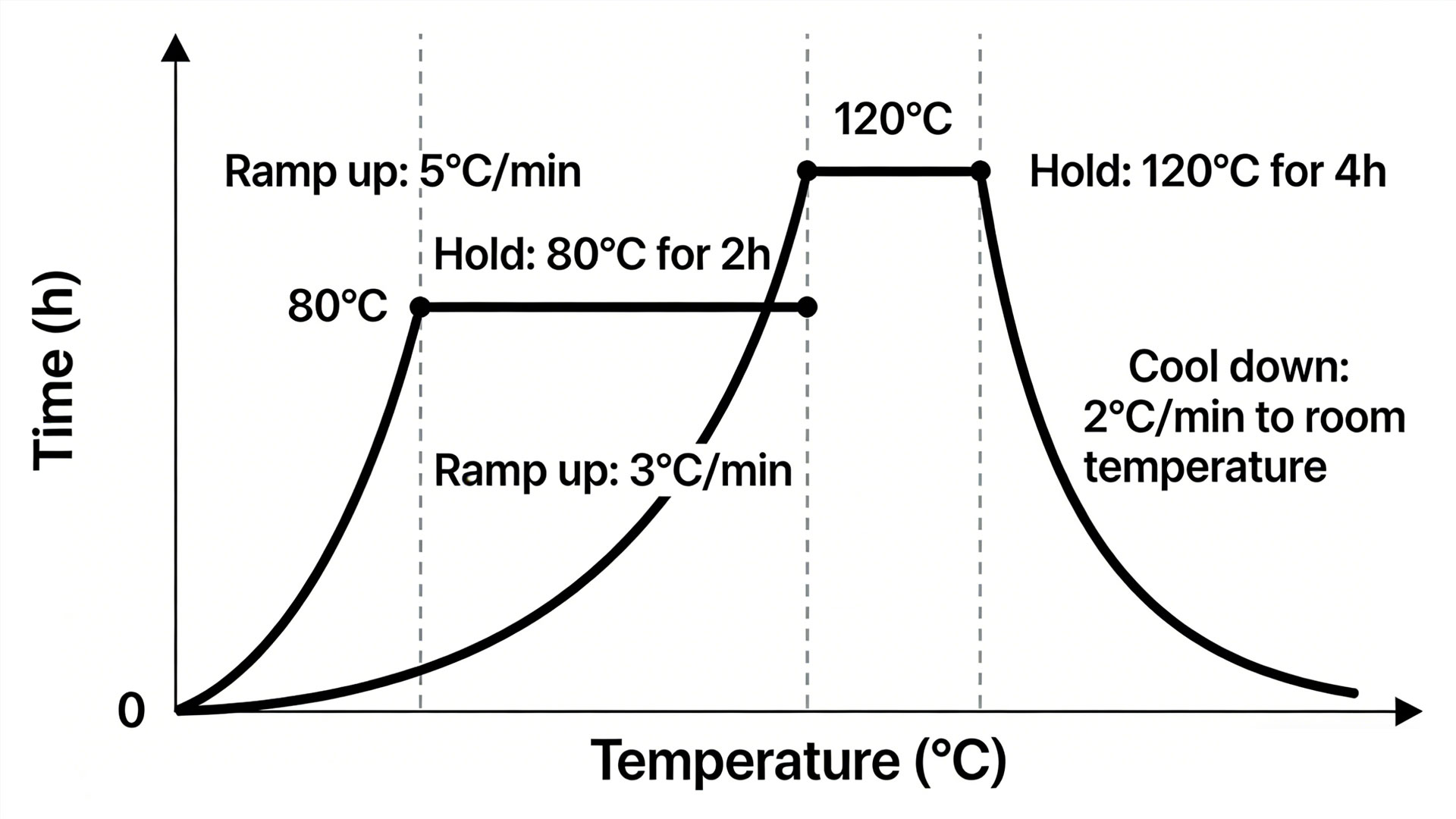
Annealing process curve for stress relief of PEEK blanks
2.2 Constant Temperature and Humidity Environmental Control: Creating a Stable Machining Microclimate
Precision machining should be conducted in a dedicated, constant temperature and humidity room. Temperature should be controlled at 20±0.5°C, and humidity at 50%±5% RH. Before machining, the blank, cutting tools, fixtures, and the machine tool itself must be fully acclimatized in this environment (typically for over 24 hours). Coolant temperature also requires precise control; it is recommended to use a constant-temperature cooling system to maintain fluid temperature fluctuations within ±1°C, minimizing thermal expansion and contraction effects to the greatest extent.
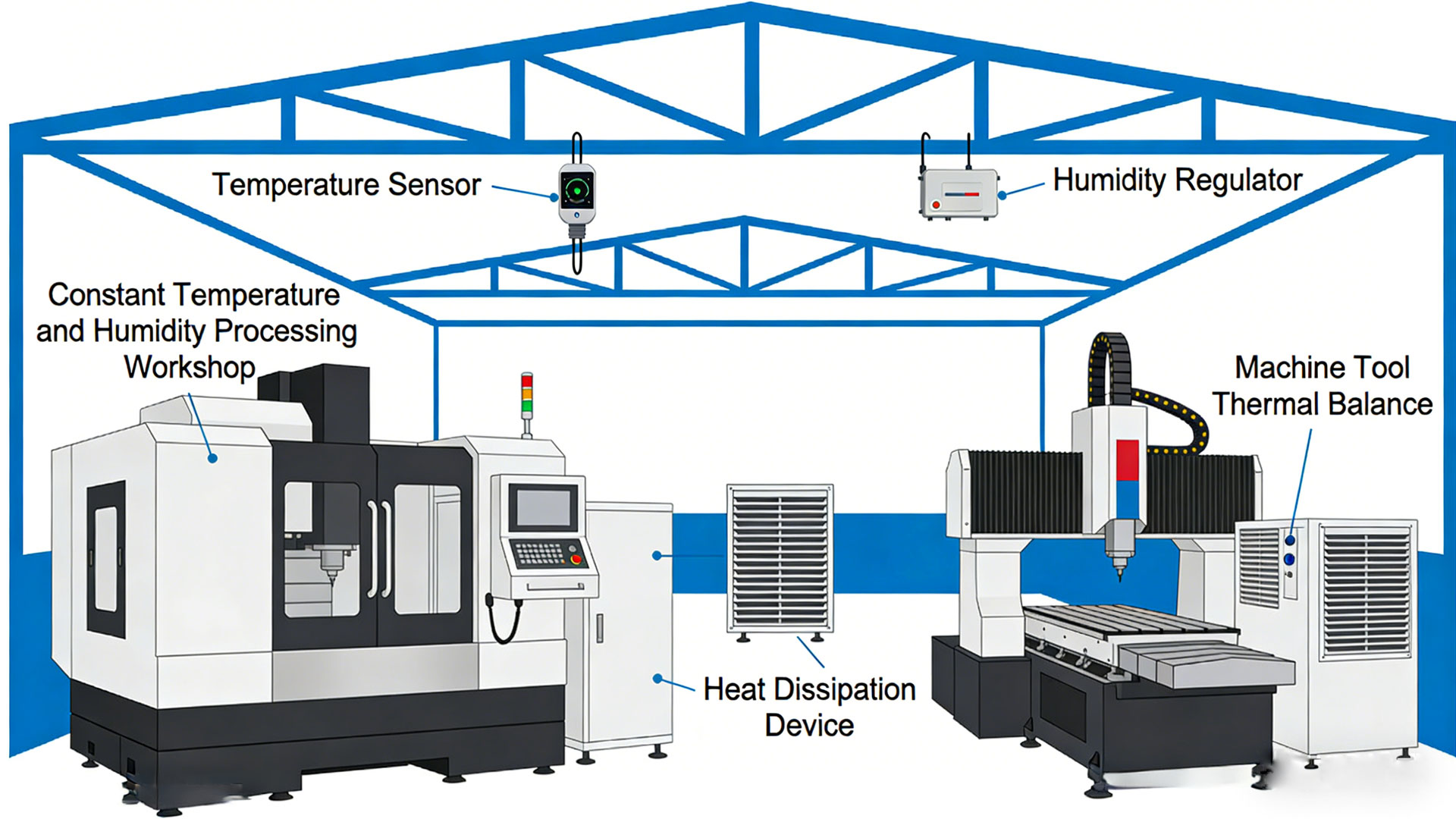
Schematic diagram of a constant temperature and humidity machining workshop and machine tool thermal equilibrium
2.3 Optimization of Tool Geometry and Cutting Strategy: Controlling Force and Heat
• Tool Selection: Prioritize uncoated or diamond-coated carbide end mills with sharp cutting edges and a large rake angle (10°-15°). Sharp edges reduce squeezing, and a large rake angle lowers cutting forces and heat generation. Diamond coating can significantly reduce the coefficient of friction, further decreasing heat generation.
• Geometric Parameters: Employ a large helix angle (35°-45°) to achieve smooth shear cutting and efficient chip evacuation. A small tool nose radius is beneficial for machining fine contours.
• Cutting Parameters: Adopt a high-speed milling strategy characterized by "high spindle speed, small depth of cut, and moderate feed rate". High spindle speed (e.g., 10,000-30,000 rpm) reduces load per tooth. Small axial depth of cut (e.g., 0.05-0.2mm) minimizes cutting force and the depth of the heat-affected zone. This is combined with an appropriate feed per tooth (e.g., 0.01-0.05mm/z) to ensure machining efficiency and surface quality. Use ample, temperature-controlled coolant for flood or high-pressure internal cooling throughout the process to ensure timely heat removal.
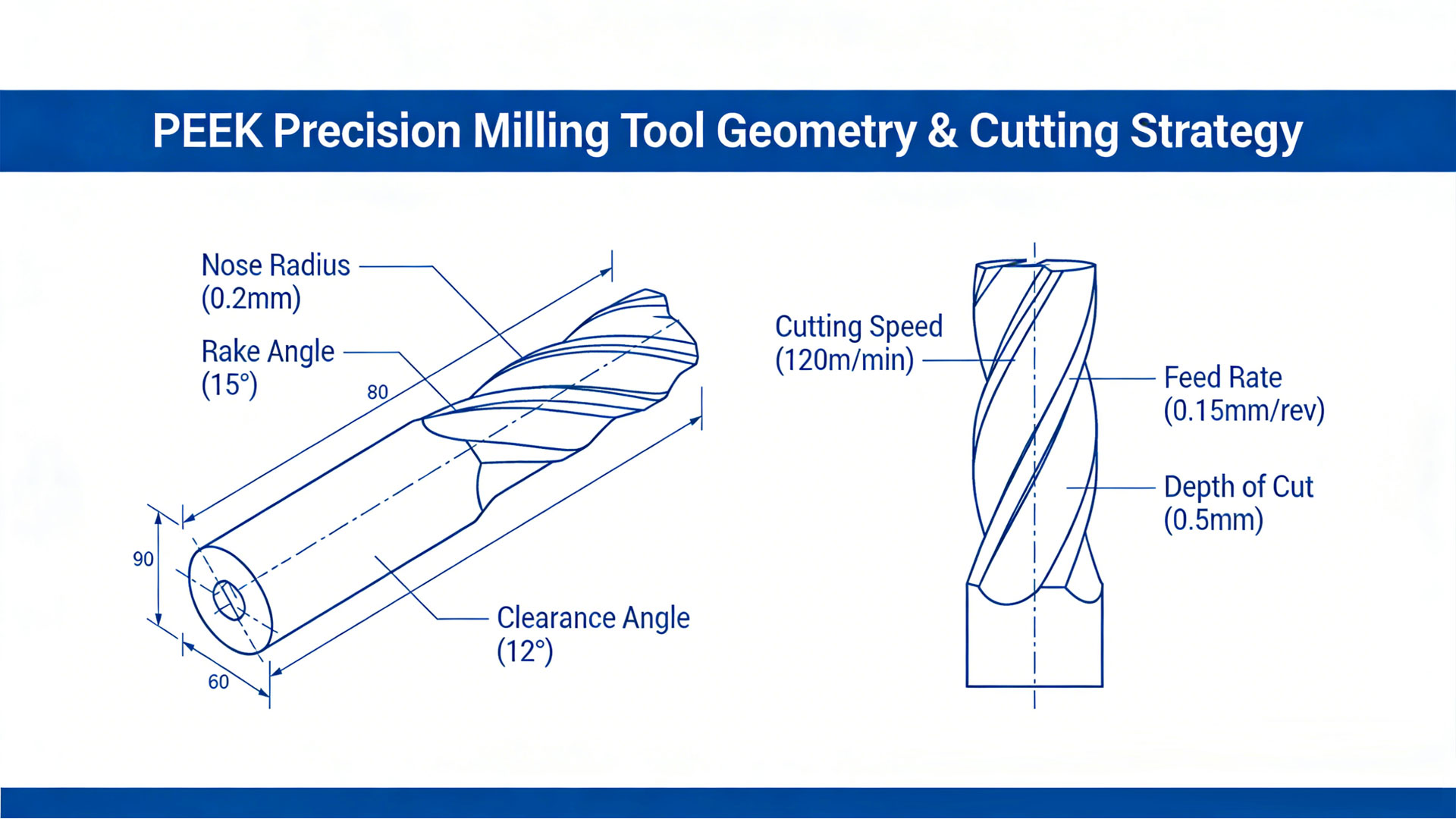
Schematic diagram of tool geometry parameters and cutting strategy suitable for precision milling of PEEK
4. Online Measurement and Compensation Strategy: Closed-Loop Accuracy Assurance
Following critical process steps, online or in-situ measurement is introduced. High-precision contact or non-contact probes are used to directly measure feature dimensions on the machine tool. The measurement data is compared with the theoretical model, and micron-level corrections are made to subsequent machining paths using the compensation functions of the CNC system (such as tool radius compensation and workpiece coordinate system offset). For multi-step parts, an iterative process path of "rough machining → semi-finishing → measurement and compensation → finishing" can be adopted to gradually approach the target dimensions. After machining is complete, the part should be left to rest in a constant temperature and humidity environment for over 24 hours. Once its stress and temperature/humidity have fully equilibrated, a final inspection is performed using a Coordinate Measuring Machine (CMM). The data obtained is used to provide feedback for optimizing process parameters.
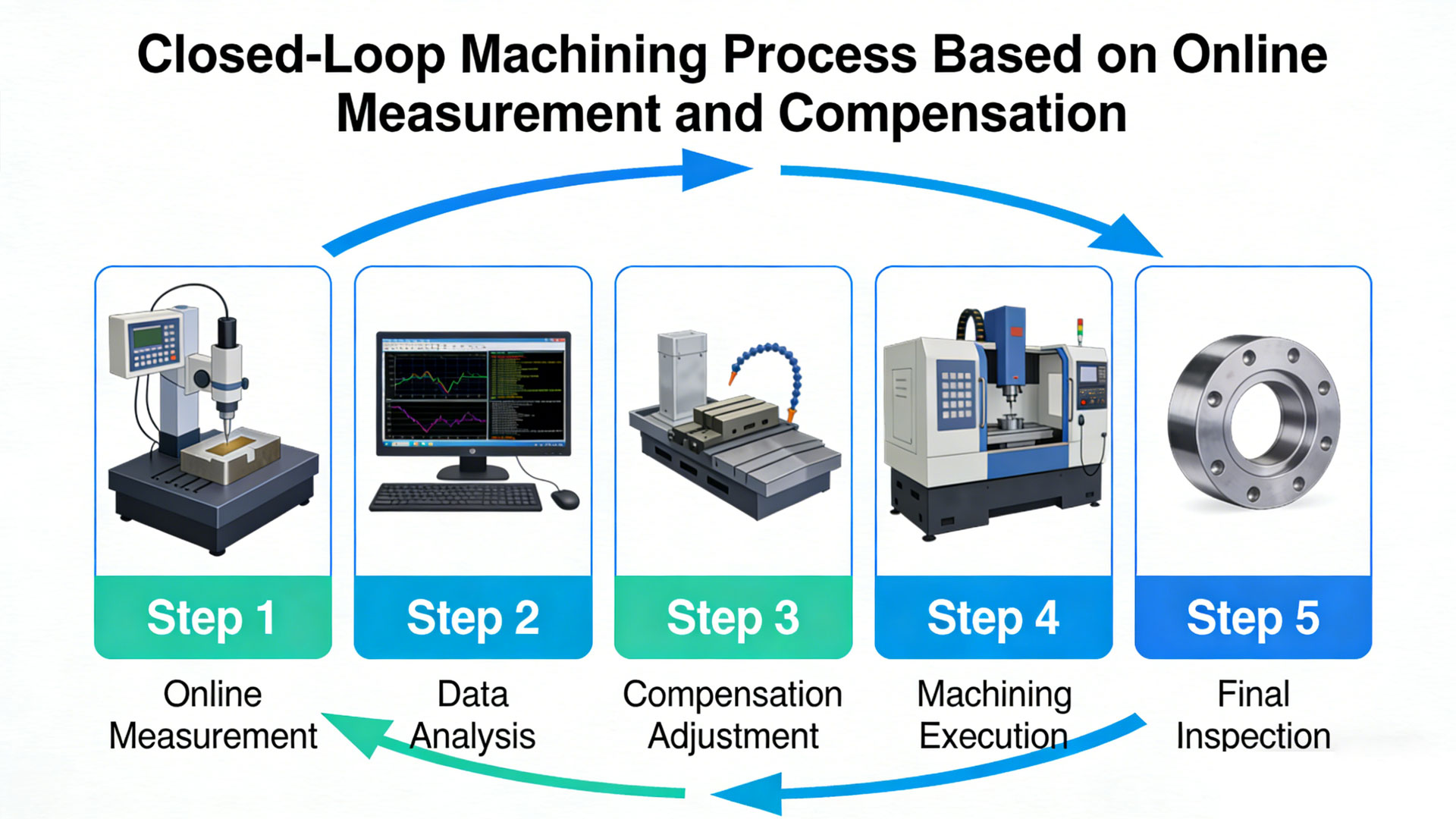
Block diagram of the closed-loop machining process based on online measurement and compensation
III. Summary and Outlook
Achieving ±0.01mm precision milling of PEEK material is a systematic engineering challenge that requires a deep integration of understanding material properties and advanced precision manufacturing technology. The core principles are: stabilizing the blank from the source through stress pre-relief; isolating external disturbances with a constant temperature and humidity environment; minimizing machining-induced force and thermal effects through optimized tools and cutting parameters; and constructing a closed-loop accuracy control system through online measurement and compensation.
Looking ahead, with the advancement of smart sensing, digital twin, and adaptive control technologies, precision machining of PEEK is poised to evolve towards greater intelligence and adaptability. By real-time monitoring of multi-physical field signals such as cutting force, vibration, and temperature, and linking them with material and process models, the system will be able to dynamically predict and compensate for deformation. This will ultimately enable stable mass production with nanoscale accuracy and sub-micron surface quality, providing critical component support for more cutting-edge technological applications.
Previous:PEEK Machined Parts Quality Inspection Guide: Standards & Methods
Next:No More/End
Ready to transform your CAD file into a custom part? Upload your design to get a free, precise quote.
Get Your Instant Quote


