





PEEK Milling Guide: Parameters for Pure, GF, & CF Grades
Published on Tuesday, 17. March 2026
Content Guide:Master PEEK machining with this definitive guide to parameters for milling, drilling & tapping. Optimize your process for unmodified, glass fiber, or carbon fiber reinforced PEEK grades. Learn the critical cooling strategies (dry, air, MQL) and tool selections to prevent overheating, improve surface
PEEK (Polyetheretherketone), as a high-performance engineering plastic, is widely used in aerospace, medical, and semiconductor fields. Its excellent mechanical and thermal properties impose specific requirements on machining processes. To facilitate quick reference and implementation by on-site process personnel, this document systematically compiles recommended process parameters for milling different grades of PEEK in various operations, targeting general precision (±0.05mm), with the aim of improving machining efficiency and quality stability.
1. General Principles and Grade Classification
The core of PEEK machining lies in controlling cutting heat and cutting force to avoid material overheating and softening (glass transition temperature approximately 143°C) or the occurrence of burrs and delamination. Based on different reinforcing phases, it is mainly divided into three categories: unmodified pure PEEK, glass fiber reinforced PEEK (e.g., PEEK-GF30), and carbon fiber reinforced PEEK (e.g., PEEK-CA30). Reinforcing materials significantly increase material hardness and wear resistance but simultaneously accelerate tool wear, necessitating targeted process adjustments.

Schematic of Common PEEK Material Grades and Reinforcing Phases
2. Quick Reference Table for Milling Process Parameters
The parameters recommended in the table below are based on general machine tool rigidity and common tool brands. Fine-tuning is required in practical applications according to specific working conditions.
Table 1: Machining Parameters for Face Milling, Side Milling, and Slot Milling
| Process / Material | Recommended Tool | Cutting Speed Vc (m/min) | Feed per Tooth Fz (mm/z) | Axial Depth of Cut Ap (mm) | Radial Depth of Cut Ae (mm) | Cooling Strategy |
|---|---|---|---|---|---|---|
| Unmodified PEEK | Fine-grain carbide, sharp cutting edge, large rake angle | 150-250 | 0.05-0.15 | 0.5-3 | (Face Milling) 0.5D-0.8D (Side Milling) 0.5-2 | Dry cutting or strong air cooling preferred |
| Glass Fiber Reinforced PEEK | Diamond-coated carbide or PCD tool | 100-180 | 0.04-0.10 | 0.5-2 | (Face Milling) 0.3D-0.6D (Side Milling) 0.3-1.5 | Strong air cooling or Minimum Quantity Lubrication (MQL) |
| Carbon Fiber Reinforced PEEK | PCD tool or high-quality diamond-coated tool | 80-150 | 0.03-0.08 | 0.3-1.5 | (Face Milling) 0.2D-0.5D (Side Milling) 0.2-1 | Strong air cooling or MQL is mandatory |
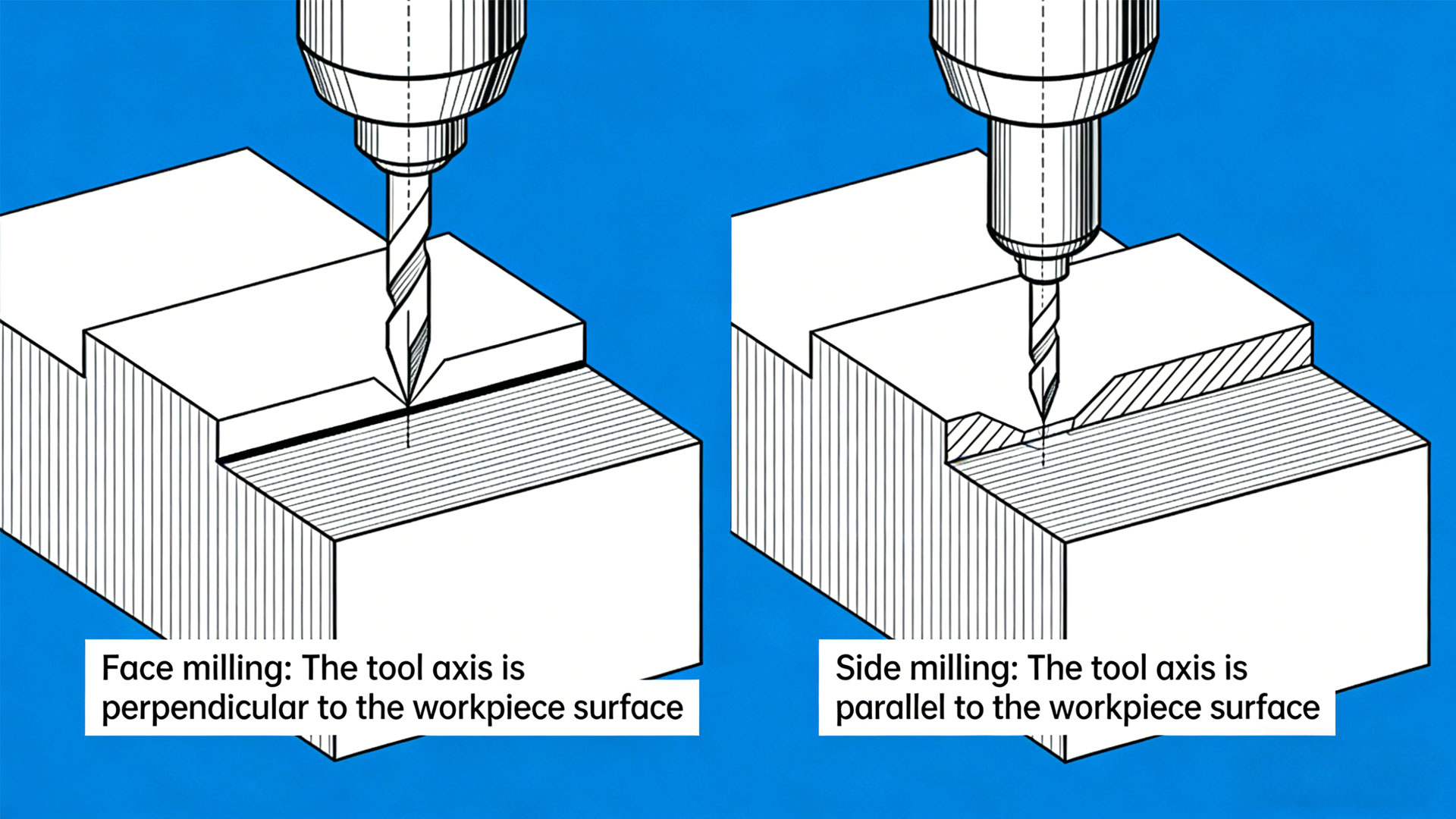
Schematic of PEEK Face Milling and Side Milling
Table 2: Drilling and Tapping Machining Parameters
| Process / Material | Recommended Tool | Cutting Speed Vc (m/min) or Speed (rpm) | Feed (mm/rev or mm/min) | Cooling Strategy | Special Notes |
|---|---|---|---|---|---|
| Drilling (Through Hole) | Carbide twist drill, point angle 118°-130°, polished flute | 30-60 m/min | 0.02-0.10 mm/rev | Strong air cooling or MQL | Frequent retraction to clear chips, avoid clogging |
| Tapping (Below M6) | Cobalt HSS tap, TiN coated | 5-15 m/min | Pitch (mm/rev) | Special paste lubricant | Spiral flute tap recommended, leave sufficient space at blind hole bottom |
Application of Cooling Strategy in PEEK Drilling and Tapping
III. Cooling Strategy Selection Guide
The cooling method directly affects the surface quality and dimensional accuracy of machined PEEK.
Dry Cutting: Suitable for light cutting of unmodified PEEK. Requires extremely sharp tools and smooth chip evacuation.
Strong Air Cooling (Air Gun): The most commonly used and recommended method. Effectively blows away chips and cools both the tool and workpiece without contamination.
Minimum Quantity Lubrication (MQL): An efficient method for reinforced PEEK. A minimal amount of oil mist significantly reduces frictional heat and tool wear, and improves chip evacuation.
Note: The use of large amounts of coolant should be avoided to prevent moisture absorption and swelling of PEEK, which can affect dimensional stability.
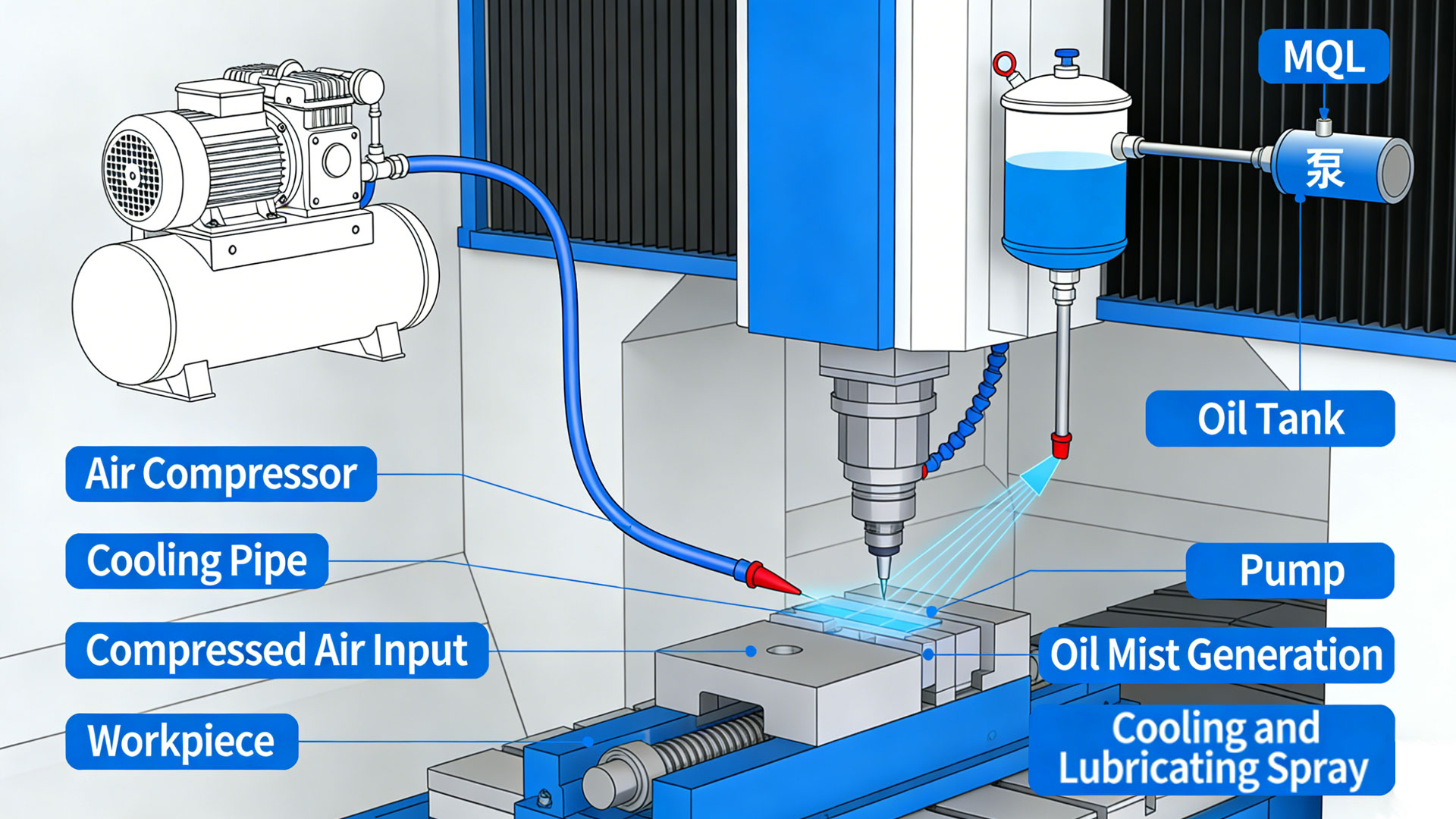
Schematic of Air Cooling and Minimum Quantity Lubrication (MQL) Systems
IV. Summary and Recommendations
The key to successful PEEK machining lies in: selecting wear-resistant tools based on the material grade (use sharp carbide for pure grades, PCD or coated tools for reinforced grades); employing higher cutting speeds combined with smaller feed rates and depths of cut to reduce cutting forces; and mandatorily using air cooling or MQL to remove heat. The parameter ranges provided in this quick-reference guide can serve as a starting point for process debugging. In actual production, optimization should be performed considering tool wear, machine condition, and specific part requirements, with chip control consistently used as a key criterion for process health.
Ready to transform your CAD file into a custom part? Upload your design to get a free, precise quote.
Get Your Instant Quote


