





Achieving ±0.01mm Precision Milling for 6061 Aluminum Components
Published on Wednesday, 04. March 2026
Content Guide:Achieving ±0.01mm precision in 6061 aluminum machining requires a complete system, not just a precision machine. Explore our proven technical framework covering high-rigidity machine tools, a controlled micron-stable environment, specialized tooling, integrated in-process measurement, and data-drive
In cutting-edge fields such as aerospace, precision optics, and semiconductor equipment, the accuracy of structural components directly determines the final performance and reliability of a system. The tolerance band of ±0.01mm (i.e., 10 microns) is the critical threshold distinguishing conventional machining from ultra-high-precision machining. For the widely used 6061 aluminum alloy, behind its excellent machinability also lurk the risks of precision loss at a microscopic scale caused by factors like cutting forces, thermal deformation, and vibration. Achieving this target is far from attainable by merely having a "precision machine tool"; it is a systematic project covering the entire chain of "machine tool - environment - tooling - process - measurement." This article provides a panoramic analysis of the complete, practically verified technical support system we have built to achieve ±0.01mm ultra-high-precision milling for 6061 aluminum alloy structural components.
1. The Foundation: A Machine Tool Platform with High Rigidity and High Dynamic Performance Beyond Standards
The machine tool is the foundation for achieving precision. To meet the ±0.01mm accuracy requirement, we forego general-purpose equipment and opt for vertical or horizontal machining centers specifically designed for precision machining. Their core characteristics lie in extreme structural rigidity and thermal stability. Core components such as the bed and column are made from high-quality cast iron or polymer concrete, with rib layout optimized through finite element analysis to achieve exceptionally high static and dynamic stiffness, thereby suppressing cutting chatter. Linear guides employ a high-rigidity, preload-adjustable roller guide system, while servo drives are equipped with high-resolution linear encoders to achieve full closed-loop control, with positioning accuracy better than 0.003mm and repeatability consistently within 0.002mm. The spindle, as the core power unit, must be a built-in motorized spindle characterized by high rotational speed (up to 20,000 rpm or higher), low thermal growth, and excellent radial and axial runout accuracy (typically less than 0.002mm). Simultaneously, the machine tool is equipped with an intelligent thermal compensation system that monitors the temperature of key parts like the spindle, ball screw, and bearings in real-time and performs dynamic offset compensation through the CNC system, controlling the machine's own thermal deformation error at the source.

High-rigidity precision machining center equipped with full closed-loop control and thermal compensation system
II. Barrier: Creating and Safeguarding a Micro-Scale Stable Environment
When machining precision reaches the micron level, environmental factors shift from being "background" to "leading actors." We are acutely aware that even a 0.5°C temperature fluctuation or a slight breeze is enough to render a 0.01mm precision target unattainable. Therefore, we have established an independent constant-temperature, constant-humidity clean workshop. The temperature is strictly controlled at 20°C ±0.5°C (achieving ±0.1°C under specific requirements), and humidity is maintained at 50% ±5%, to maximally eliminate dimensional drift in workpieces, cutting tools, measuring tools, and machine tools caused by thermal expansion and contraction. The workshop foundation is treated for vibration isolation, shielding it from external vibrations. Simultaneously, an air purification system maintains cleanliness, preventing fine dust from affecting measurement and assembly accuracy. Before machining, workpieces must undergo a thorough "temperature stabilization" process for over 24 hours within the constant-temperature workshop, ensuring their internal temperature fully matches the machining environment. This is a prerequisite for guaranteeing dimensional stability.

Constant-temperature machining workshop with precision temperature/humidity control and vibration-isolated foundation
III. The Sharp Tool: Tool and Tool Holder Systems for Micron-Level Precision
The cutting tool is the "nib" that directly interacts with the material. To achieve efficient and precise milling of aluminum alloy, we employ ultra-fine grain carbide or diamond-coated tools, ensuring sharpness and wear resistance at the microscopic level. The dynamic balance grade of the tools reaches G2.5 or higher, minimizing vibration caused by centrifugal force during high-speed rotation. Even more critical is the tool holder system—it is the "bridge" connecting the spindle and the tool, and its connection accuracy directly determines the actual rotational axis precision of the tool. We comprehensively utilize heat-shrink tool holders or hydraulic tool holders. Heat-shrink tool holders provide extremely high radial clamping rigidity and repeatable positioning accuracy (≤0.003mm) through a process of precise heating for expansion and cooling for contraction. Coupled with high-precision tool presetters, we can accurately input the length and radial runout compensation values of each tool into the CNC system, ensuring a high degree of unity between "command" and "execution."
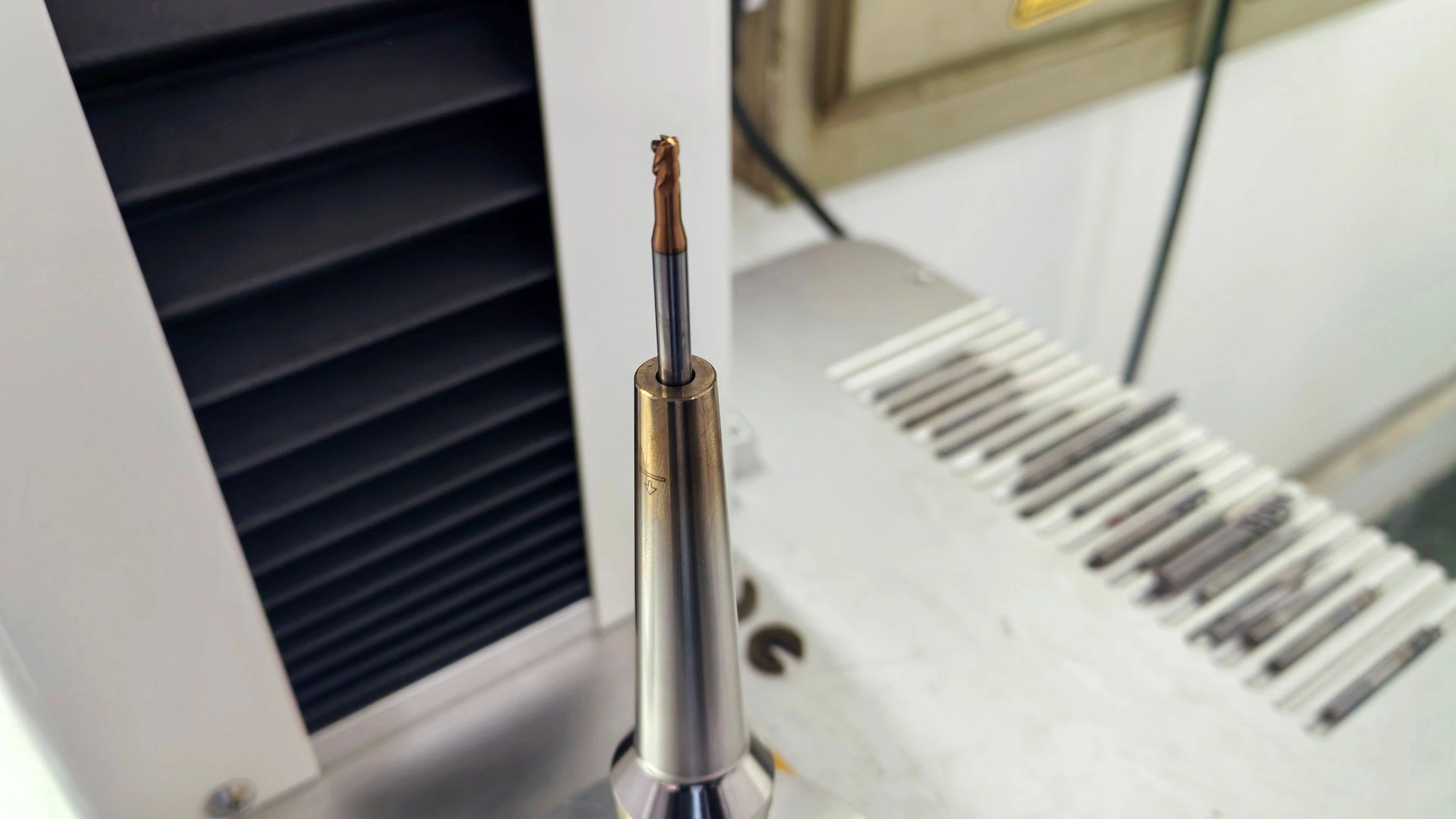
High-precision heat-shrink tool holder and the tool dynamic balancing inspection process
IV. The Benchmark: Online Measurement and Intelligent Compensation Throughout the Process
"No measurement, no precision." Our philosophy is to deeply integrate measurement into the machining workflow. Firstly, high-precision contact probes are integrated onto the machine tools. Before machining, the workpiece coordinate system is automatically calibrated and set to eliminate clamping errors. During machining, key features can be measured mid-process, and tool compensation values are adjusted in real-time based on actual measurement data to counteract errors from tool wear. After machining, a final on-machine inspection is conducted to generate a preliminary report. For dimensions and geometric tolerances with higher requirements, the workpiece is transferred to higher-precision Coordinate Measuring Machines (CMM) or laser scanners for final inspection. The data is fed back to the process engineering department for optimizing process parameters. This closed-loop quality control system of "online inspection + offline re-inspection" ensures every output is in a precise, controlled state, moving beyond mere "probabilistic compliance."

Machine-integrated probe performing automatic measurement during the machining process
V. The Soul: Rigorous, Scientific, and Data-Driven Process Design
The efficacy of all hardware is ultimately integrated and activated by scientific process planning. For high-precision 6061 aluminum alloy parts, we adhere to the principle of "step-by-step progression, gradual approximation." The process flow is meticulously divided into: Rough Machining (rapid material removal, leaving uniform finish allowance) → Semi-Finish Machining (further correcting deformation, creating stable conditions for finishing) → Stabilization Treatment (stress relief via aging or cryogenic treatment when necessary) → Finish Machining (employing parameters of shallow depth of cut, high spindle speed, and moderate feed rate to pursue surface quality and dimensional accuracy) → Ultra-Finish Machining (final polishing of critical features). At the programming stage, we utilize advanced CAM software, employing strategies like spiral entry, contour smoothing, and toolpath optimization to ensure a stable cutting process with constant load. Workholding solutions are specially designed, using precision fixtures or modular fixtures to minimize clamping deformation while ensuring rigidity, and adhering to the principle of "datum unification."
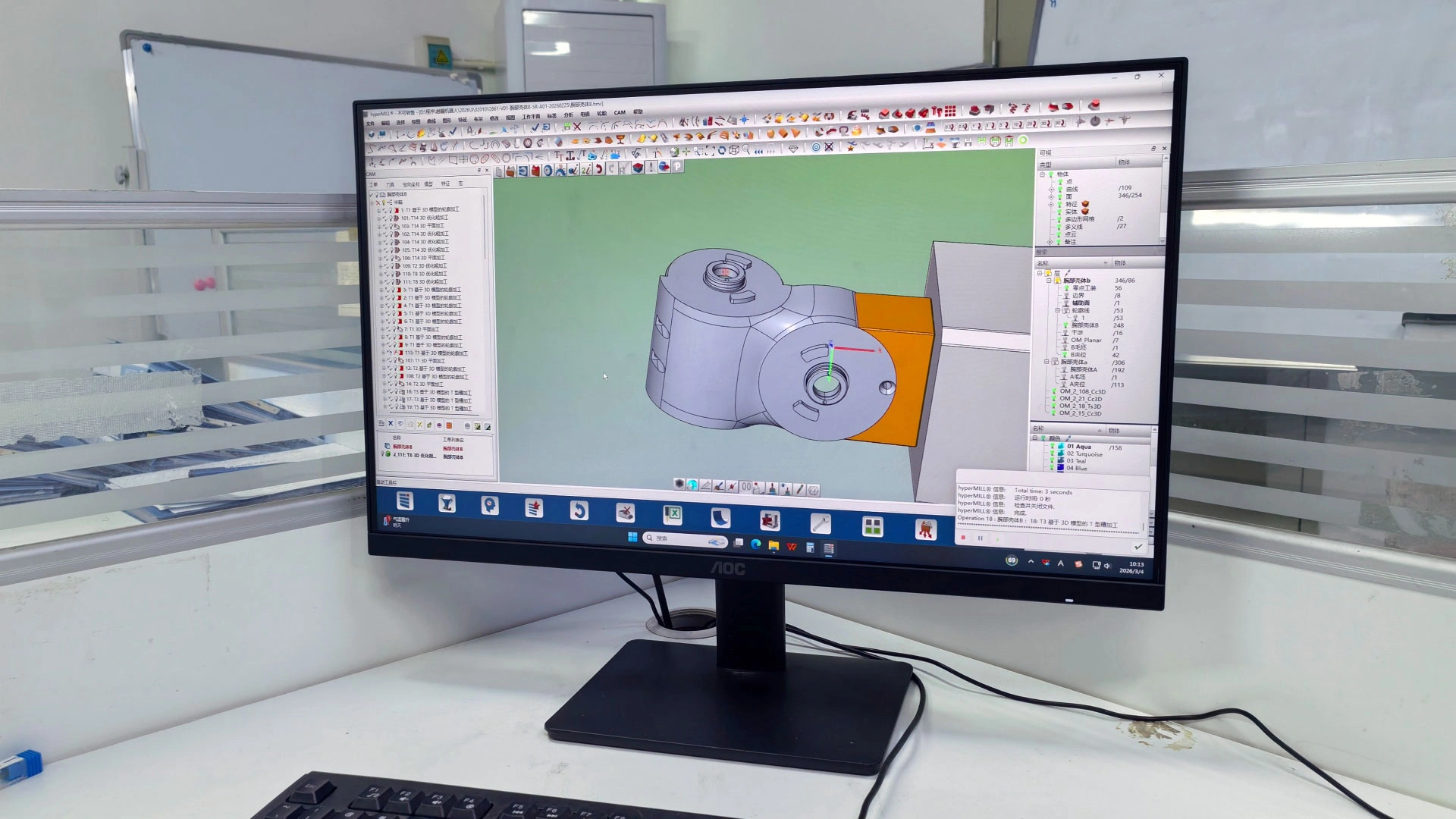
Schematic diagram of the progressive process path planning from roughing to ultra-finishing
Summary and Outlook
Challenging the precision peak of ±0.01mm is a comprehensive test of technical, managerial, and detail control capabilities. It requires us to elevate machining from an isolated manufacturing step to an integrated system encompassing precision mechanical engineering, environmental engineering, material science, measurement technology, and digital control. The solution we have built—with high-rigidity, constant-temperature machine tools as the foundation, a stable and clean environment as the barrier, precision tools and toolholders as the instruments, online measurement and compensation as the benchmark, and rigorous process flows as the soul—is the concrete practice of this systematic philosophy.
We firmly believe that only by identifying, controlling, and compensating for every variable that could impact the final 0.01mm can we transform a "promise" into a "reliable physical part" in our customers' hands. Facing even more stringent precision challenges in the future, we will continue to deepen our exploration in areas such as micro-cutting mechanism research, intelligent adaptive compensation, and full manufacturing chain data traceability, striving to become your most trusted partner in the field of high-precision structural component manufacturing.
Ready to transform your CAD file into a custom part? Upload your design to get a free, precise quote.
Get Your Instant Quote


