





Guida di ispezione della qualità delle parti lavorate PEEK: standard e Metodi
Pubblicato mercoledì 25. Marzo 2026
Guida dei contenuti:Ispezione principale delle parti PEEK con questa guida essenziale per la lavorazione grossa (± 0,1 mm). Imparare la compensazione della temperatura critica per l'accuratezza dimensionale, i criteri chiave di difetto visivo per le marche di fusione e borse e convalida speciale per le prestazioni chimiche/elettriche.
Questa specifica mira a fornire chiare linee guida per l'ispezione di qualità di parti lavorate di precisione realizzate con materiale PEEK (polieteretercetone). Come plastica di ingegneria specializzata ad alte prestazioni, le proprietà fisiche del PEEK (come l'alto coefficiente di espansione termica e la textura relativamente morbida) differiscono significativamente da quelle dei metalli, richiedendo standard di ispezione appositamente su misura. Questo documento si concentra sulla fase di lavorazione approssimativa (tolleranza ±0,1 mm), si rivolge agli operatori di prima linea e definisce i requisiti chiave di ispezione dalle dimensioni e dall'aspetto alle proprietà speciali, garantendo che le parti soddisfino le esigenze successive dell'applicazione.
1. Specificazione di misurazione dimensionale e compensazione della temperatura
Il coefficiente di espansione termica del materiale PEEK (circa 4,7×10) ⁻⁵ / C) è molto superiore a quello dei metalli (ad es. acciaio circa 1,2×10 ⁻⁵ /°C). Le fluttuazioni della temperatura ambiente influiscono in modo significativo sui risultati di misurazione, rendendo la compensazione della temperatura essenziale.
1.1 Requisiti ambientali di misurazione
Le misurazioni devono essere effettuate in una camera a temperatura costante, con una temperatura ideale di 20 ± 2 ° C. Le parti devono essere lasciate riposare in questo ambiente per almeno 4 ore prima della misurazione per equilibrare pienamente la loro temperatura con l'ambiente di misurazione.
1.2 Metodo di compensazione della temperatura
Se la temperatura ambiente di misura (T) devia dai 20°C standard, la dimensione misurata (L_measured) deve essere compensata. La formula per il calcolo della dimensione compensata (L_standard) è:L_standard = L_misurato × [1 - 4,7×10] ⁻⁵ × (T - 20)]Ad esempio, una parte misurata per avere una lunghezza di 100,00 mm a 25°C avrebbe una lunghezza standard a 20°C di circa 99,98 mm. Gli operatori dovrebbero utilizzare strumenti di misura dotati di sensori di temperatura e funzioni di compensazione automatica o applicare una correzione manuale sulla base della formula precedente.

Misura dimensionale di una parte PEEK in ambiente a temperatura costante
II. Criteri di accettazione per la classificazione dei difetti di aspetto
Il PEEK è soggetto a difetti di aspetto caratteristici durante la fresatura. I criteri di giudizio sono i seguenti:
1. Marchi di fusione e sbiancamento
Causato dalla fusione localizzata o dai cambiamenti di cristallinità dovuti a un eccessivo calore di lavorazione. Criterio di accettazione:Sono ammesse macchie di sbiancamento leggere e disperse o piccole macchie di fusione (diametro ≤ 0,5 mm), con non più di 3 occurrenze per 100mm².Non sono consentiti segni di fusione o carbonizzazione continui o di grande area.
2. Esposizione alla fibra (per PEEK rinforzato con fibra di carbonio/vetro)
La lavorazione provoca che le fibre di rinforzo vengano esposte. Criterio di accettazione:Sono consentiti singoli endpoint di fibra esposti (lunghezza ≤ 0,3 mm), ma non sono consentiti grumi, patch, peeling o sollevamento di fibre.
3. Burrs
Criterio di accettazione:Le borse leggere che non sono taglienti al tatto (altezza ≤ 0,05 mm) sono consentite su tutti i bordi taglienti.Le borse sulle superfici critiche di montaggio o di tenuta devono essere completamente rimosse.
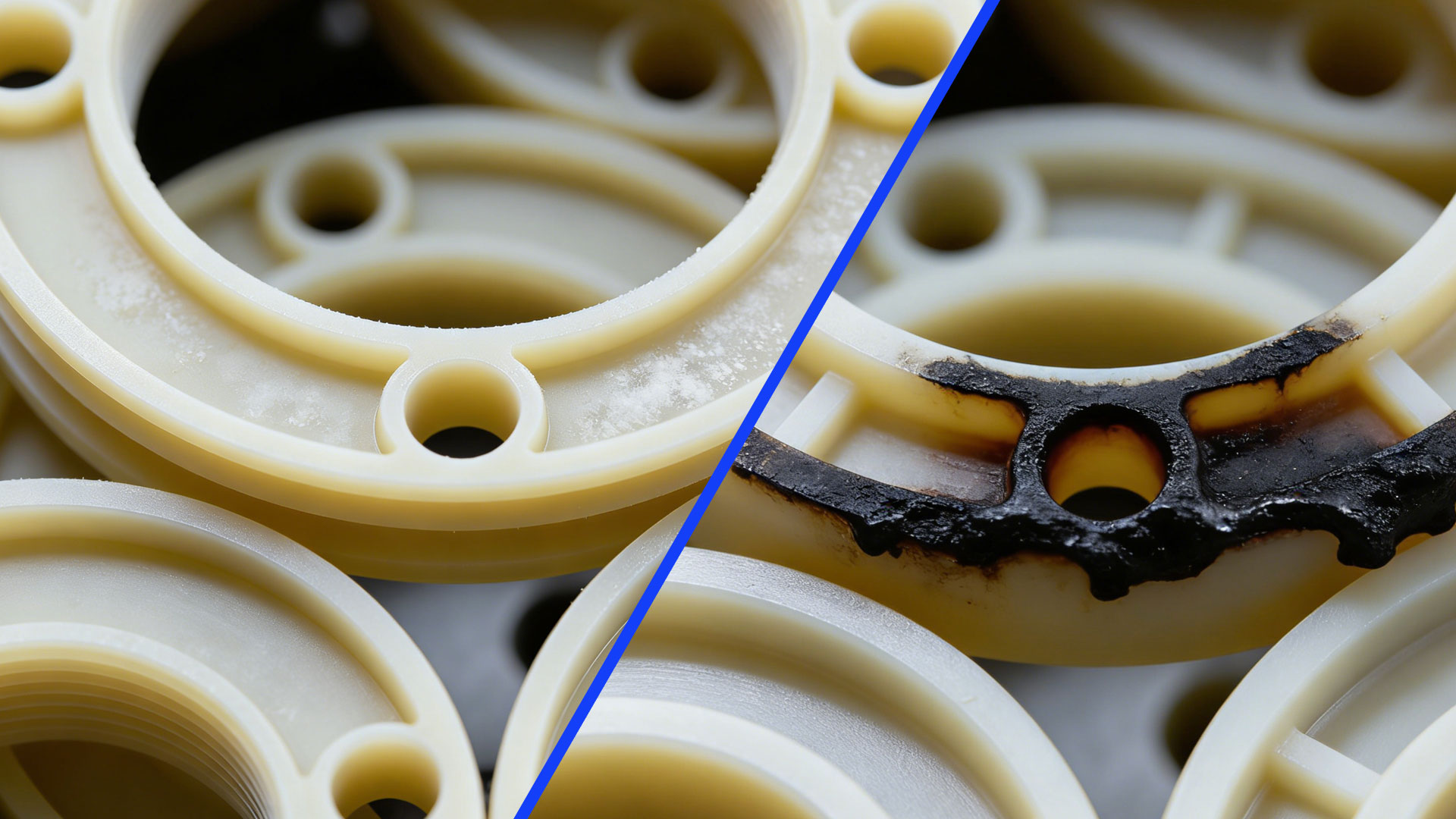
Esempi di giudizio sul difetto dell'aspetto PEEK (fusione e sbiancamento)
III. Validazione speciale delle prestazioni per applicazioni critiche
A seconda dell'uso finale della parte, potrebbero essere necessari i seguenti elementi di convalida:
1. convalida della resistenza chimica
Se la parte entrerà in contatto con sostanze chimiche specifiche (ad es. olio motore, solventi acidi/alcalini), è necessario effettuare prove di immersione. Metodo: elaborare i pezzi di prova dello stesso lotto di materiale, immergerli nel medio chimico specificato alla temperatura specificata per la durata specificata, quindi ispezionare il tasso di cambio di peso, il cambiamento dimensionale e la crepa o la dissoluzione della superficie. I tassi di cambio devono soddisfare i requisiti del disegno o dell'accordo tecnico.
2. Test delle prestazioni dell'isolamento
Per le parti utilizzate nell'isolamento elettrico, è necessario testare la resistenza dell'isolamento o la tensione di resistenza. Utilizzando un tester di resistenza di isolamento, misurare il valore di resistenza sotto la distanza e la tensione degli elettrodi specificati (ad esempio, 500VDC). In genere, è richiesta una resistenza di isolamento ≥ 1 × 10¹² Ω. La prova di resistenza alla tensione applica l'alta tensione secondo gli standard di sicurezza per verificare la presenza di guasti.

Test di convalida delle prestazioni dell'isolamento della parte PEEK
IV. Riassunto e punti chiave
L ' elemento fondamentale dell ' ispezione dei componenti in PEEK è il seguente: " ispezione su misura al materiale":le misurazioni dimensionali devono tener conto della temperatura ambiente e applicare una compensazione; l'ispezione dei difetti visivi dovrebbe concentrarsi sul surriscaldamento e sui problemi di gestione delle fibre; La convalida delle proprietà speciali deve essere strettamente legata agli scenari di applicazione reali.Durante l'ispezione, gli operatori devono rispettare rigorosamente questa specifica e specifici requisiti di disegno, documentando e segnalando eventuali anomalie. L'ispezione standardizzata garantisce efficacemente l'affidabilità delle parti in PEEK lavorate con precisione, soddisfando le esigenze applicative in settori di fascia alta come i semiconduttori, i dispositivi medici e l'aerospazio.
Pronto a trasformare il tuo file CAD in una parte personalizzata? Carica il tuo design per ottenere un preventivo gratuito e preciso.
Ottieni il preventivo istantaneo


