





Guida di fresatura PEEK: parametri per Pure, GF, & Gradi CF
Pubblicato martedì 17. Marzo 2026
Guida dei contenuti:Masterizza la lavorazione PEEK con questa guida definitiva ai parametri per fresatura, foratura e toccare. Ottimizza il tuo processo per PEEK non modificato, in fibra di vetro o rinforzato con fibra di carbonio. Imparare le strategie critiche di raffreddamento (secco, aria, MQL) e la selezione degli strumenti per prevenire il surriscaldamento, migliorare la superficie
PEEK (polieteretercetone), come plastica di ingegneria ad alte prestazioni, è ampiamente utilizzato nei campi aerospaziale, medico e semiconduttore. Le sue eccellenti proprietà meccaniche e termiche impongono specifiche esigenze ai processi di lavorazione. Per facilitare il rapido riferimento e l'attuazione dal personale di processo in loco, questo documento compila sistematicamente i parametri di processo raccomandati per la fresatura di diversi gradi di PEEK in varie operazioni, mirando alla precisione generale (±0,05 mm), con l'obiettivo di migliorare l'efficienza di lavorazione e la stabilità della qualità.
1. Principi generali e classificazione dei gradi
Il punto cruciale della lavorazione del PEEK consiste nel controllare il calore e la forza di taglio per evitare il surriscaldamento e l'ammorbidimento del materiale (temperatura di transizione vetrosa pari a circa 143 °C) o la formazione di bave e delaminazioni. In base alle diverse fasi di rinforzo, si distingue principalmente in tre categorie:PEEK puro non modificato, PEEK rinforzato con fibra di vetro (es. PEEK-GF30)ePEEK rinforzato con fibra di carbonio (es. PEEK-CA30)I materiali di rinforzo aumentano significativamente la durezza del materiale e la resistenza all'usura ma contemporaneamente accelerano l'usura degli utensili, richiedendo regolazioni mirate del processo.

Schema delle classi di materiale PEEK comuni e delle fasi di rinforzo
2. Tabella di riferimento rapida per i parametri del processo di fresatura
I parametri raccomandati nella tabella seguente si basano sulla rigidità generale della macchina utensile e sulle marche di utensili comuni. La regolazione fine è richiesta nelle applicazioni pratiche in base alle specifiche condizioni di lavoro.
Tabella 1: Parametri di lavorazione per fresatura a faccia, fresatura laterale e fresatura a fessura
| Processo / Materiale | Strumento raccomandato | Velocità di taglio Vc (m/min) | Alimentazione per dente Fz (mm/z) | Profondità assiale di taglio Ap (mm) | Profondità radiale di taglio Ae (mm) | Strategia di raffreddamento |
|---|---|---|---|---|---|---|
| PEEK non modificato | Carburo a grano fine, taglio tagliente, grande angolo di rastrello | 150-250 | 0.05-0.15 | 0.5-3 | (Fresatura facciale) 0.5D-0.8D (fresatura laterale) 0,5-2 | Taglio a secco o raffreddamento ad aria forte preferito |
| PEEK rinforzato con fibra di vetro | Strumento in carburo o PCD rivestito di diamante | 100-180 | 0.04-0.10 | 0.5-2 | (Fresatura facciale) 0.3D-0.6D (fresatura laterale) 0,3-1,5 | Raffreddamento ad aria forte o quantità minima di lubrificazione (MQL) |
| PEEK rinforzato con fibra di carbonio | Strumento PCD o strumento rivestito di diamante di alta qualità | 80-150 | 0.03-0.08 | 0.3-1.5 | (Fresatura facciale) 0.2D-0.5D (fresatura laterale) 0,2-1 | Raffreddamento ad aria forte o MQL è obbligatorio |
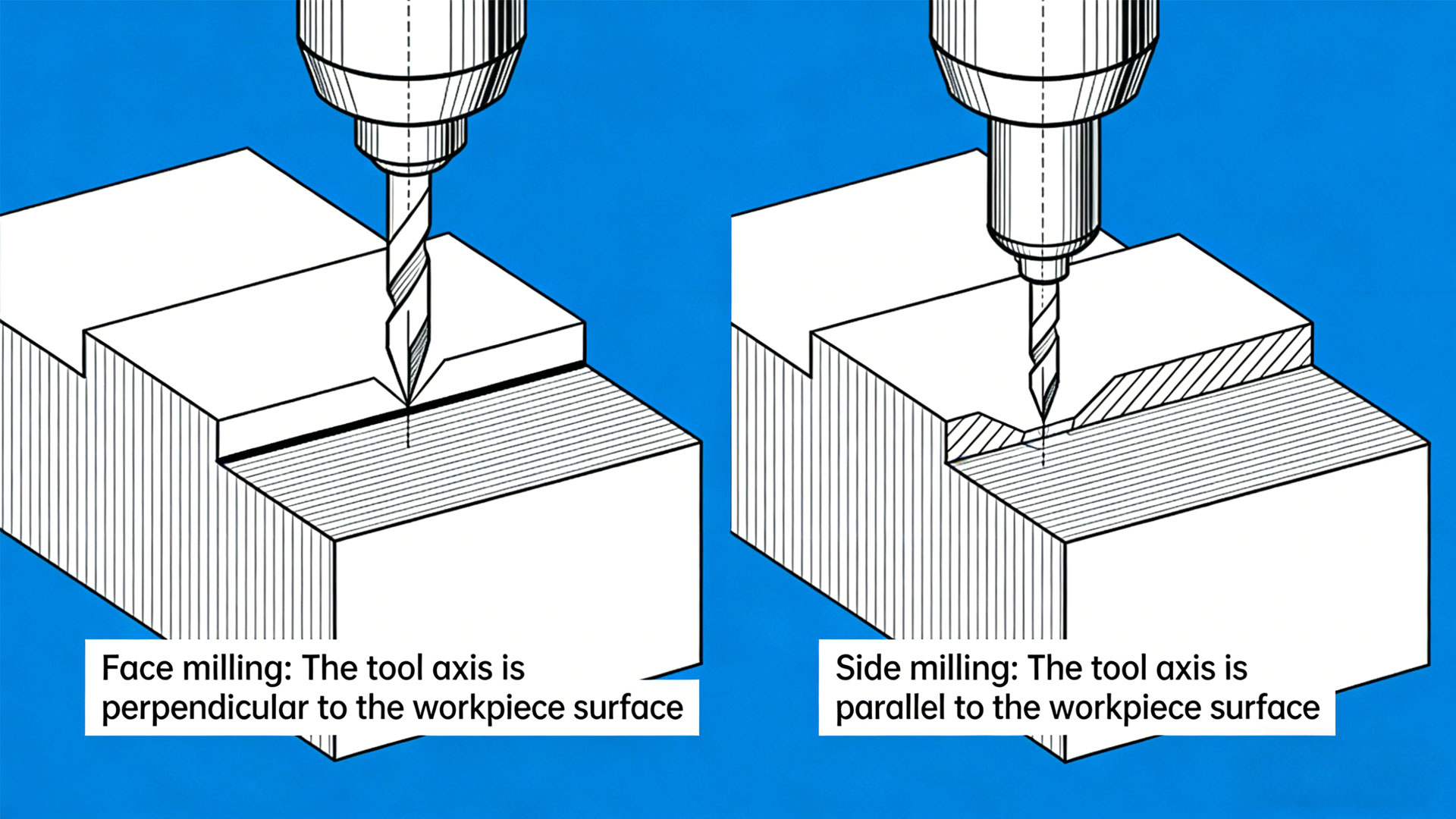
Schema di fresatura facciale e fresatura laterale PEEK
Tabella 2: Parametri di lavorazione di foratura e tappatura
| Processo / Materiale | Strumento raccomandato | Velocità di taglio Vc (m/min) o Velocità (rpm) | Alimentazione (mm/giro o mm/min) | Strategia di raffreddamento | Nota speciale |
|---|---|---|---|---|---|
| Foratura (attraverso il foro) | Foro a torsione in carburo, angolo puntuale 118°-130°, flauto lucido | 30-60 m/min | 0,02-0,10 mm/giro | Raffreddamento ad aria forte o MQL | Ritratta frequente per chiarire i chip, evitare l'intasamento |
| Toccare (sotto M6) | Rubinetto HSS di cobalto, rivestito TiN | 5-15 m/min | Passaggio (mm/giro) | Lubricante per pasta speciale | Rubinetto per flauto a spirale raccomandato, lasciare spazio sufficiente al fondo del foro cieco |
Applicazione della strategia di raffreddamento nella perforazione e nel rubinetto PEEK
III. Guida alla selezione della strategia di raffreddamento
Il metodo di raffreddamento influisce direttamente sulla qualità della superficie e sulla precisione dimensionale del PEEK lavorato.
Taglio seccoAdatto per taglio leggero di PEEK non modificato. Richiede strumenti estremamente taglienti e evacuazione fluida della scheletra.
Raffreddamento ad aria forte (pistola ad aria)Il metodo più utilizzato e raccomandato. Efficacemente soffia via i trucioli e raffredda sia lo strumento che il pezzo di lavoro senza contaminazione.
Quantità minima di lubrificazione (MQL)Un metodo efficiente per il PEEK rinforzato. Una quantità minima di nebbia d'olio riduce significativamente il calore da attrito e l'usura degli utensili e migliora l'evacuazione della scheletra.
NotaL'uso di grandi quantità di refrigerante dovrebbe essere evitato per prevenire l'assorbimento di umidità e il gonfiore del PEEK, che può influenzare la stabilità dimensionale.
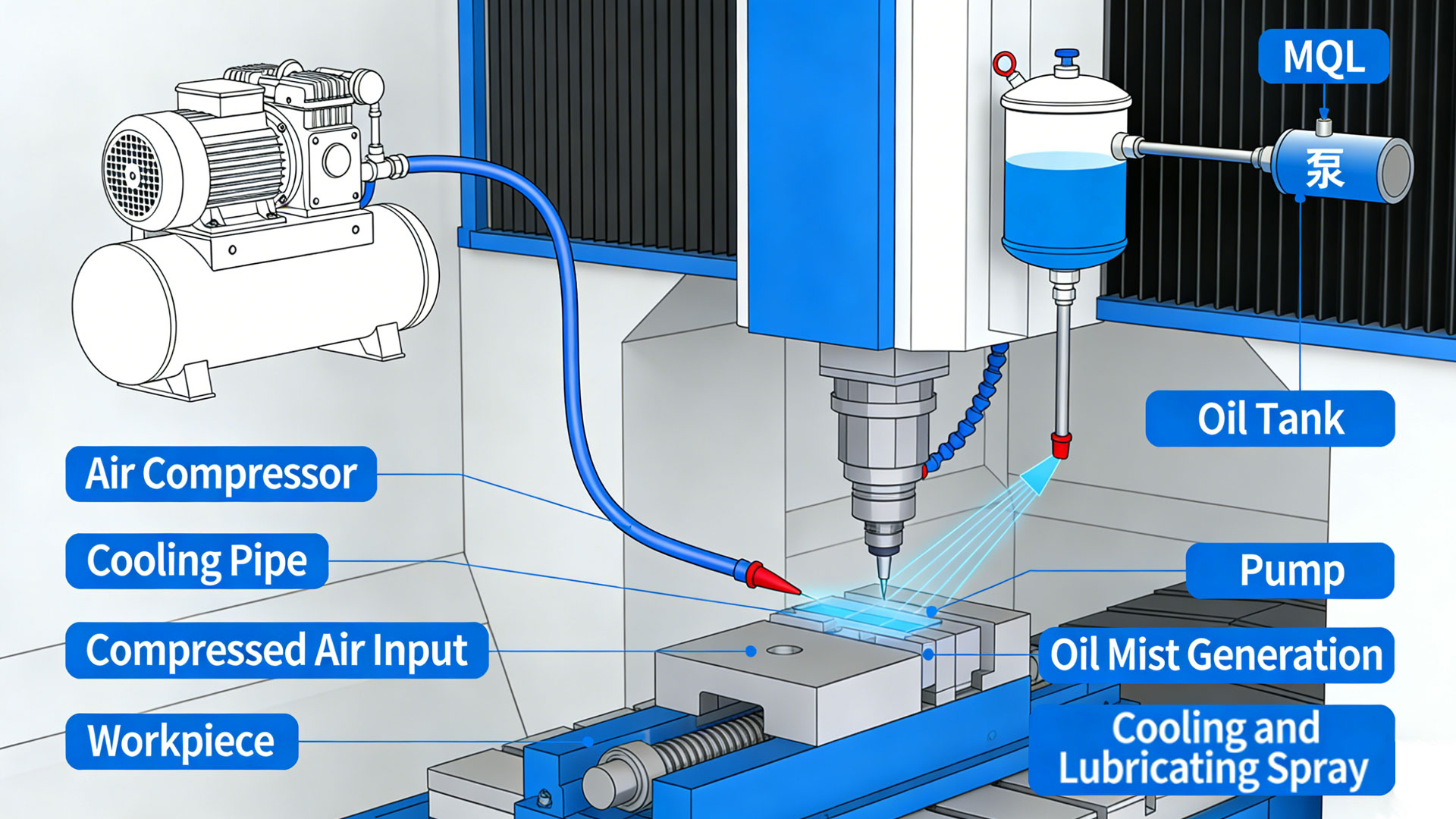
Schema dei sistemi di raffreddamento ad aria e quantità minima di lubrificazione (MQL)
IV. Riassunto e raccomandazioni
La chiave per una lavorazione PEEK di successo sta in:selezione degli utensili resistenti all'usura in base al grado del materiale (utilizzare carburo tagliente per gradi puri, PCD o utensili rivestiti per gradi rinforzati); impiegando velocità di taglio più elevate combinate con velocità di alimentazione e profondità di taglio più piccole per ridurre le forze di taglioeuso obbligatorio di raffreddamento ad aria o MQL per rimuovere il caloreGli intervalli di parametri forniti in questa guida di riferimento rapido possono servire da punto di partenza per il debug del processo. Nella produzione effettiva, l'ottimizzazione dovrebbe essere eseguita considerando l'usura degli utensili, le condizioni della macchina e i requisiti specifici delle parti, con il controllo dei chip utilizzato costantemente come criterio chiave per la salute del processo.
Pronto a trasformare il tuo file CAD in una parte personalizzata? Carica il tuo design per ottenere un preventivo gratuito e preciso.
Ottieni il preventivo istantaneo


