





Ottenere ±0.01mm PEEK lavorazione: guida di fresatura di precisione
Pubblicato martedì 31. Marzo 2026
Guida dei contenuti:Ottienimento di precisione di ±0,01 mm nella lavorazione del PEEK per il settore medico L’aerospazio è una sfida sistematica. Questa guida dettaglia come le proprietà termiche del PEEK (Tg, CTE) & assorbimento dell'umidità influenzano la precisione. Scopri la soluzione tecnica completa: dalla ricottura anti-stress all'ambiente climatizzato
In settori di alto livello quali quello dei dispositivi medici, aerospaziale e della produzione di semiconduttori, i requisiti in termini di precisione dimensionale e funzionalità dei componenti polimerici ad alte prestazioni stanno diventando sempre più rigorosi. Il polietere-etere-chetone (PEEK), grazie alle sue eccezionali proprietà meccaniche, alla resistenza chimica e alla biocompatibilità, è diventato un materiale fondamentale. Tuttavia, le sue caratteristiche fisiche uniche pongono sfide significative per la lavorazione di precisione. Raggiungere tolleranze a livello di micron di ±0,01 mm (10 micron) non è solo una questione di utilizzare macchine utensili ad alta precisione; si tratta di un impegno ingegneristico sistematico che comprende la scienza dei materiali, la pianificazione dei processi, il controllo ambientale e la compensazione delle misurazioni. Questo articolo fornirà un'analisi approfondita dell'impatto intrinseco delle proprietà del materiale PEEK sulla precisione di lavorazione e illustrerà in modo sistematico una soluzione tecnica completa per i processi di fresatura al fine di garantire una precisione ultra elevata.
1. Sfide e meccanismi delle proprietà del materiale PEEK sulla precisione della lavorazione
Il PEEK non è una plastica ordinaria. La sua struttura polimerica semicristallina dà luogo alle seguenti caratteristiche chiave che influenzano direttamente la deformazione della lavorazione e la stabilità dimensionale:
1.1 Temperatura di transizione del vetro (Tg ≈ 143 ° C) ed effetto di ammorbidimento termico
Il PEEK mantiene la propria rigidità al di sotto della temperatura di transizione vetrosa. Tuttavia, il calore da attrito localizzato generato durante la fresatura può far salire la temperatura della zona di lavorazione fino a sfiorare o addirittura superare la Tg, provocando l'ammorbidimento del materiale. Sotto la pressione dell'utensile, il materiale ammorbidito subisce uno scorrimento plastico anziché una frattura fragile, causando un ritorno elastico, una deflessione dell'utensile e la formazione di bave. Ciò compromette gravemente la precisione dei contorni e la finitura superficiale. Il controllo del calore di taglio è il presupposto fondamentale per garantire la precisione.
1.2 Alto coefficiente di espansione termica (CTE, circa 30-50×10) ⁻⁶/°C)
Il coefficiente di espansione termica del PEEK è significativamente superiore a quello dei metalli (ad esempio, l'acciaio è di circa 11 × 10). ⁻⁶/°C). Le minori fluttuazioni di temperatura durante la lavorazione possono causare cambiamenti dimensionali sostanziali. Ad esempio, un componente PEEK di 100 mm che sperimenta un aumento di temperatura di 10 ° C potrebbe espandersi di 30-50 micron di lunghezza, superando già la banda di tolleranza di ± 0,01 mm. Pertanto, la stabilità della temperatura in tutta la catena di processo è fondamentale.
1.3 Assorbimento di umidità e gonfiore dimensionale
Sebbene il PEEK sia considerato un materiale a basso assorbimento di umidità, assorbe ancora una piccola quantità di umidità (il tasso di assorbimento dell'umidità satura è di circa lo 0,5%). L'assorbimento fa gonfiare il materiale, aumentando le sue dimensioni. Se il controllo dell'umidità è inadeguato prima, dopo o durante la lavorazione, la parte si ridurrà gradualmente in un ambiente secco successivo, portando alla dimensione finale fuori tolleranza.
1.4 Anisotropia e stress residuo
Sia in vuoti PEEK stampati a iniezione che stampati in 3D, la catena molecolare interna o l'orientamento del cristallo esibiscono anisotropia. Ciò provoca differenze nel coefficiente di espansione termica e nelle proprietà meccaniche lungo diverse direzioni. Inoltre, il rilascio di tensioni residue interne all'interno del vuoto durante la lavorazione è uno dei fattori principali che causano deformazione e deformazione della parte.
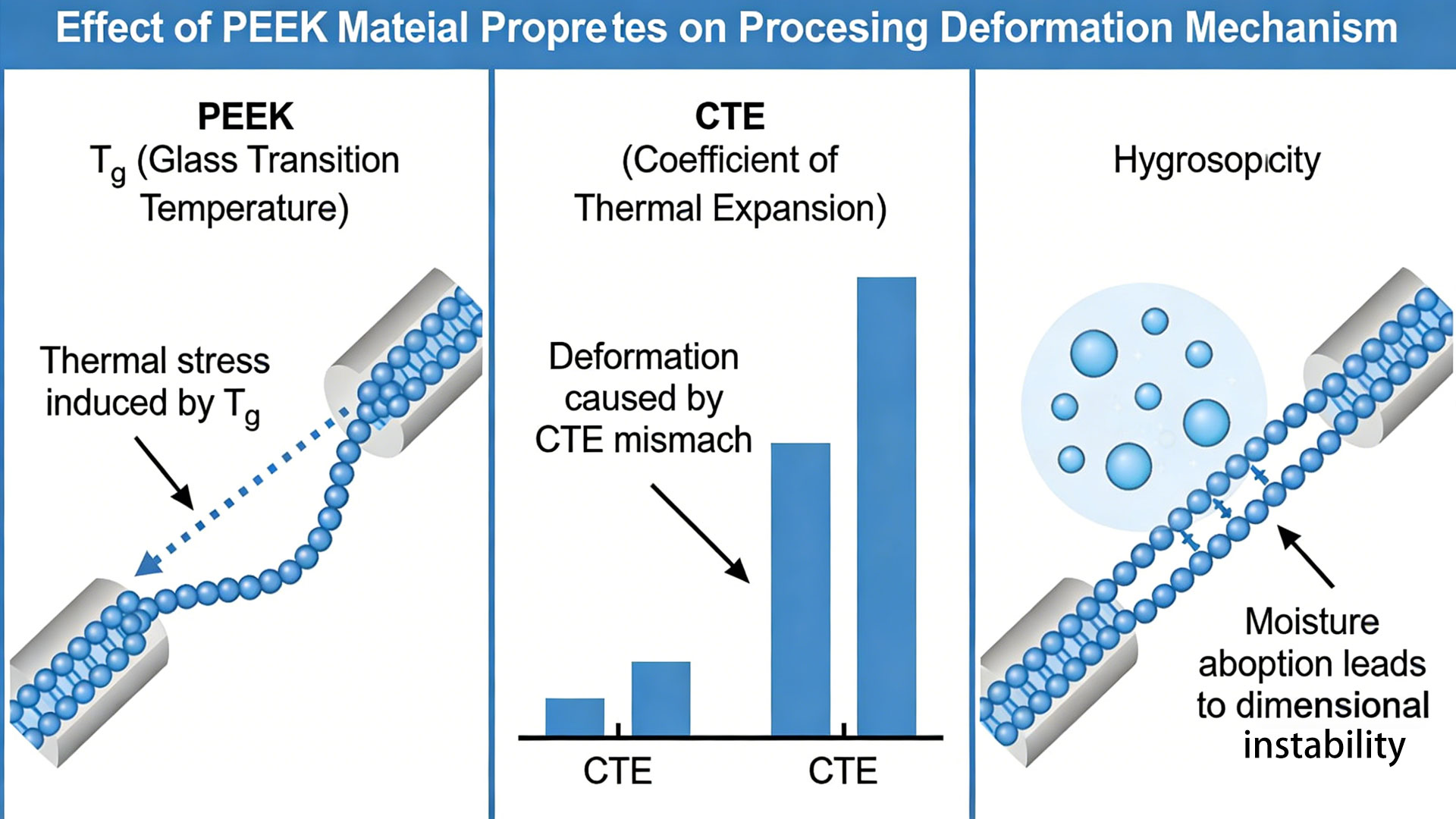
Schema schematico del meccanismo di influenza delle proprietà del materiale PEEK (Tg, CTE, assorbimento dell'umidità) sulla deformazione della lavorazione.
2. Sistema di supporto tecnico completo per raggiungere la precisione ±0.01mm
Per affrontare le sfide di cui sopra, è necessario istituire un sistema di supporto tecnico interconnesso che copra l ' intera catena di pre-elaborazione vuota → ambiente di lavorazione → processo di taglio → monitoraggio dei processi".
2.1 Processo di pre-rilascio dello stress: gettare le basi per la stabilità dimensionale
Un trattamento sufficiente di alleviamento della tensione deve essere eseguito sul vuoto prima della lavorazione. Si raccomanda un processo di riscaldamento graduale: riscaldare il vuoto leggermente al di sopra della sua temperatura di transizione vetrica (ad esempio, 150-160 ° C), tenere per una durata sufficiente (in genere 2-4 ore a seconda dello spessore della sezione trasversale), e quindi raffreddare il forno a temperatura ambiente ad un tasso di raffreddamento estremamente lento (ad esempio, 0,5-1 ° C al minuto). Questo processo elimina efficacemente le tensioni residue interne, omogeneizza e stabilizza la struttura del materiale, riducendo così la deformazione della lavorazione alla fonte.
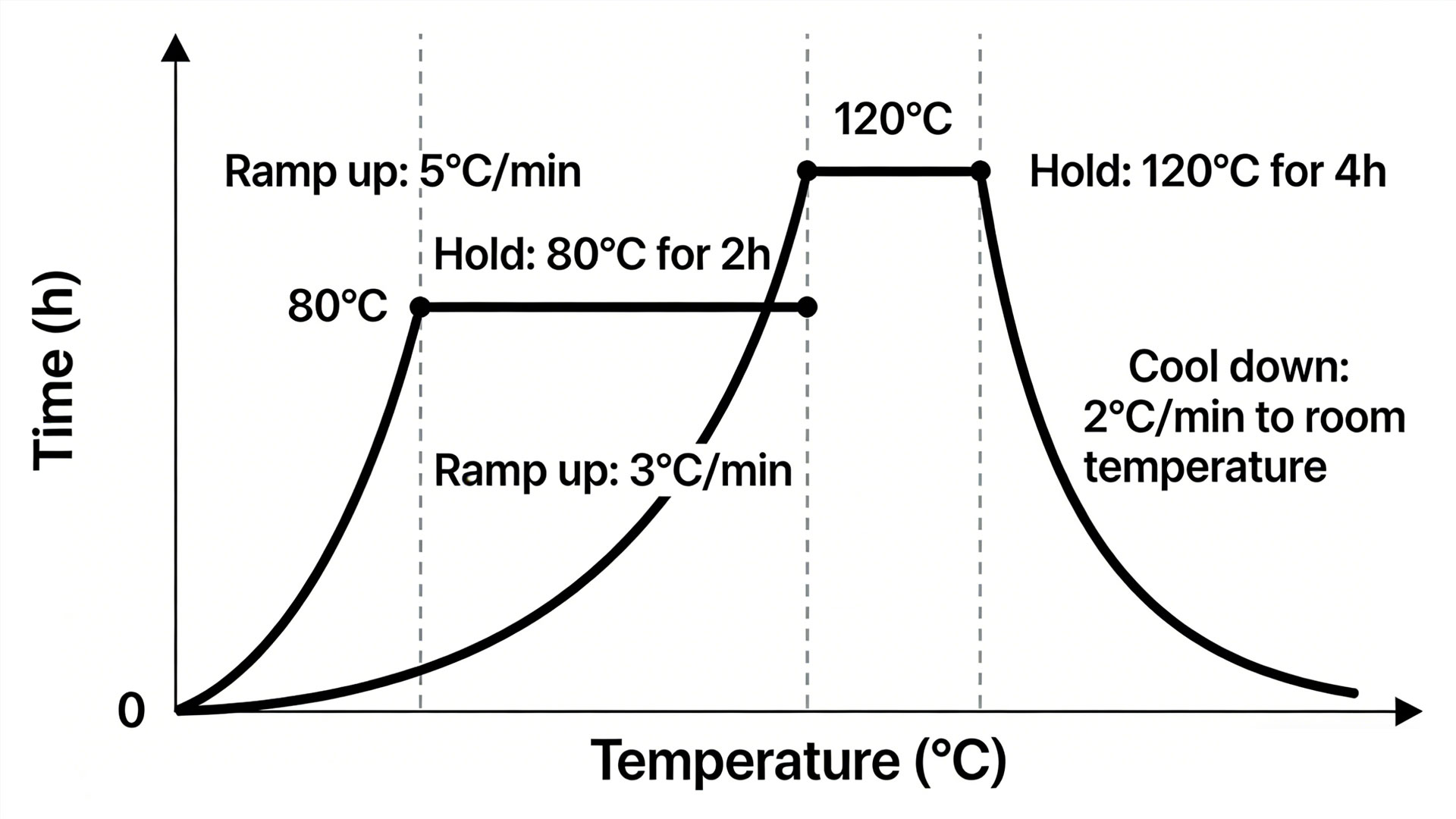
Curva del processo di ricottura per alleviare lo stress dei vuoti PEEK
2.2 Controllo ambientale costante di temperatura e umidità: creazione di un microclima di lavorazione stabile
La lavorazione di precisione deve essere eseguita in un locale apposito a temperatura e umidità costanti. La temperatura deve essere mantenuta a 20 ± 0,5 °C e l'umidità relativa al 50 % ± 5 %. Prima della lavorazione, il pezzo grezzo, gli utensili da taglio, i dispositivi di fissaggio e la macchina utensile stessa devono essere completamente acclimatati in questo ambiente (in genere per oltre 24 ore). Anche la temperatura del refrigerante richiede un controllo preciso; si raccomanda di utilizzare un sistema di raffreddamento a temperatura costante per mantenere le fluttuazioni di temperatura del fluido entro ±1 °C, riducendo al minimo gli effetti di espansione e contrazione termica.
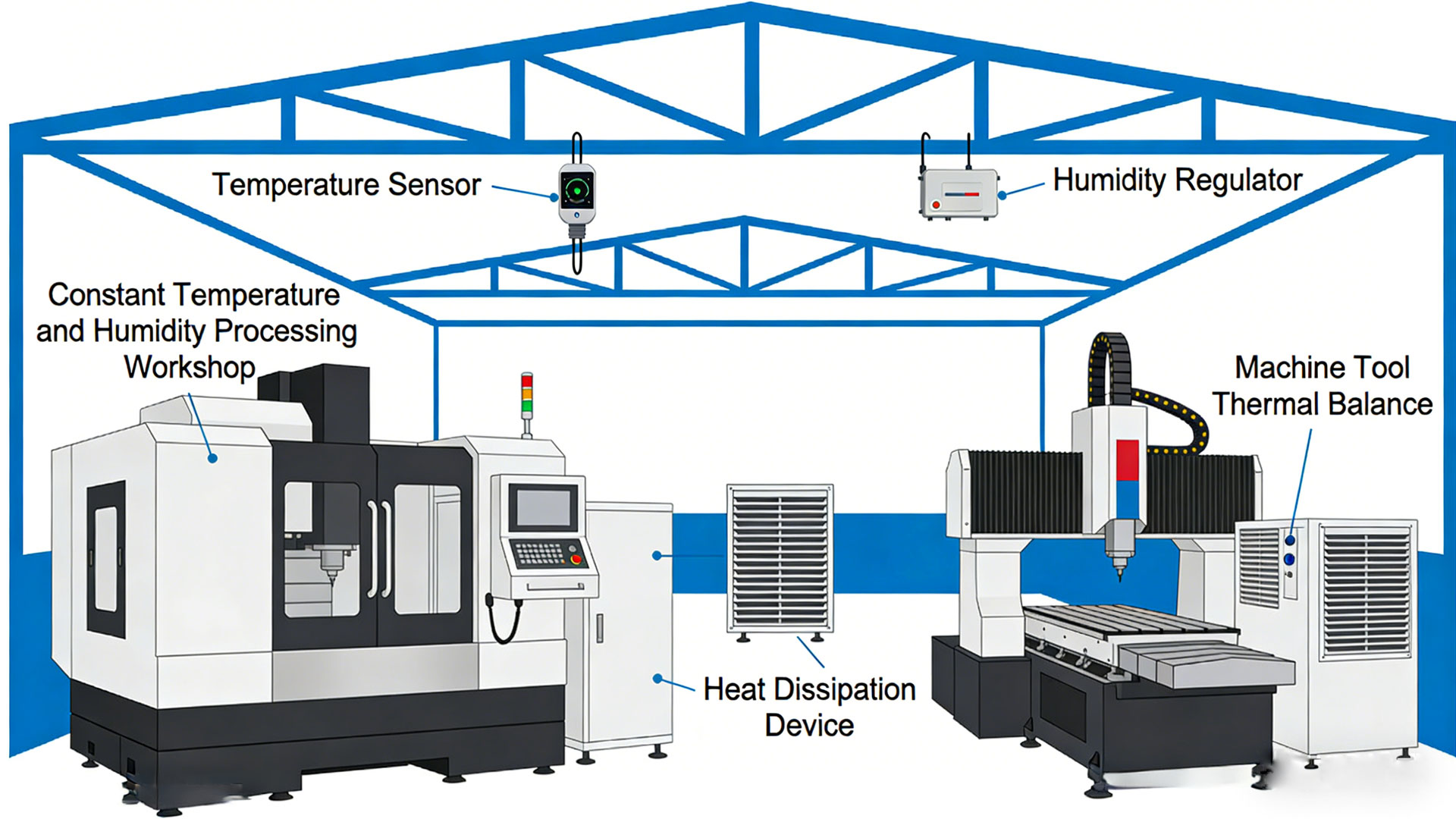
Schema schematico di un laboratorio di lavorazione a temperatura e umidità costanti e di equilibrio termico della macchina utensile
2.3 Ottimizzazione della geometria degli utensili e della strategia di taglio: controllo della forza e del calore
• Selezione degli strumentiPriorizzare frese in carburo non rivestite o rivestite di diamanti con bordi di taglio taglienti e un grande angolo di rastrello (10°-15°). I bordi taglienti riducono la spremitura e un grande angolo di rastrello riduce le forze di taglio e la generazione di calore. Il rivestimento di diamante può ridurre significativamente il coefficiente di attrito, diminuendo ulteriormente la generazione di calore.
• Parametri geometriciImpiegare un grande angolo di elica (35°-45°) per raggiungere un taglio liscio e un'evacuazione efficiente della scheletra. Un piccolo raggio del naso dell'utensile è utile per la lavorazione di contorni fini.
• Parametri di taglioAdottare una strategia di fresatura ad alta velocità caratterizzata da " alta velocità del fuso, piccola profondità di taglio e tasso di alimentazione moderato" . Alta velocità del fuso (ad esempio, 10.000-30.000 giri al minuto) riduce il carico per dente. La piccola profondità assiale di taglio (ad es. 0,05-0,2 mm) riduce al minimo la forza di taglio e la profondità della zona colpita dal calore. Questo è combinato con un adeguato alimentatore per dente (ad esempio, 0,01-0,05 mm/z) per garantire efficienza di lavorazione e qualità della superficie. Utilizzare un'ampia quantità di refrigerante a temperatura controllata per il raffreddamento interno da inondazione o ad alta pressione durante tutto il processo per garantire la rimozione tempestiva del calore.
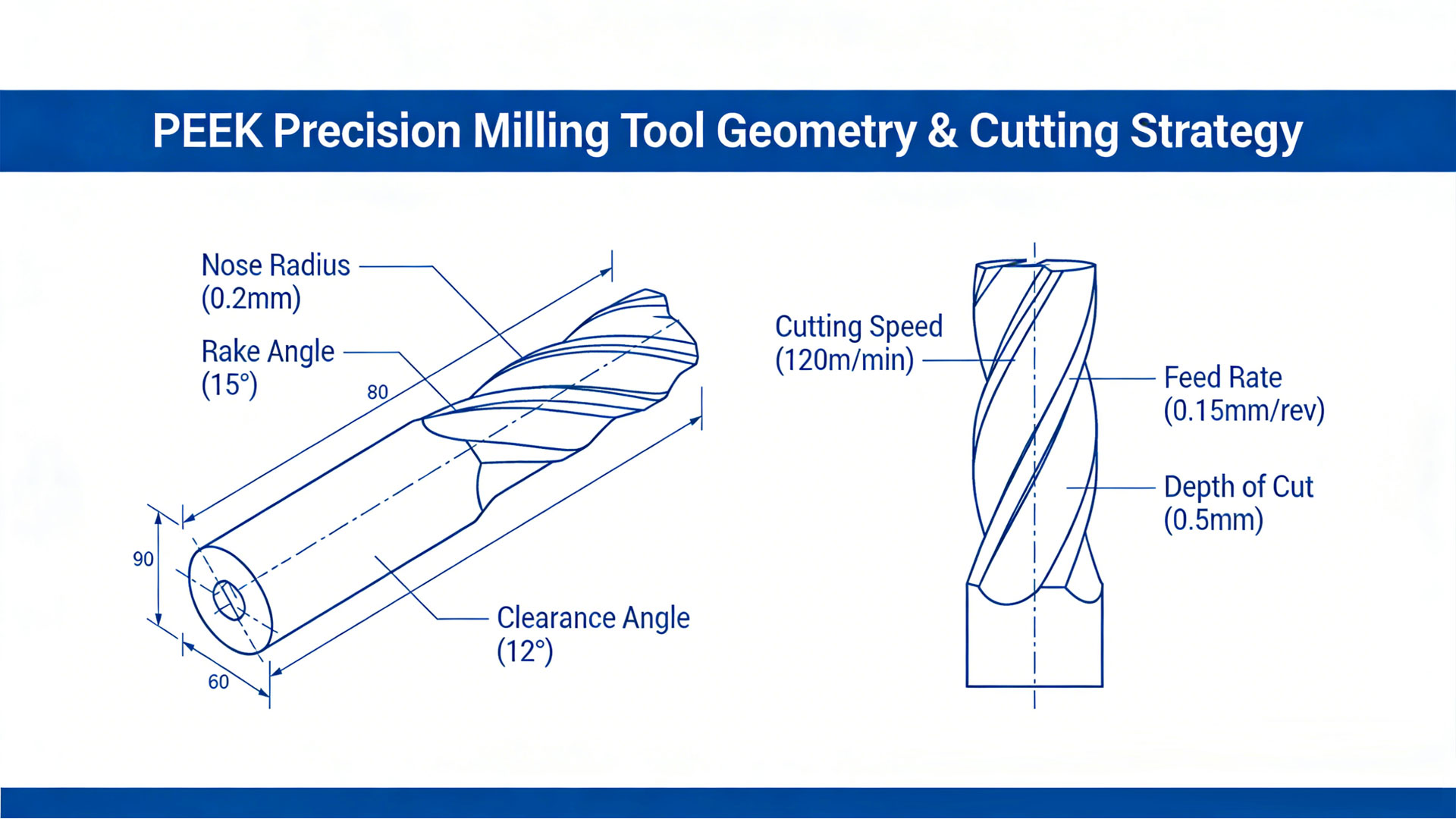
Schema schematico dei parametri della geometria degli utensili e della strategia di taglio adatta alla fresatura di precisione di PEEK
4. Strategia di misurazione e compensazione online: garanzia di accuratezza a ciclo chiuso
Dopo le fasi critiche del processo, viene introdotta la misurazione online o in situ. Le sonde a contatto o senza contatto ad alta precisione vengono utilizzate per misurare direttamente le dimensioni delle caratteristiche della macchina utensile. I dati di misura vengono confrontati con il modello teorico e vengono effettuate correzioni a livello di micron sui percorsi di lavorazione successivi utilizzando le funzioni di compensazione del sistema CNC (come la compensazione del raggio dell'utensile e lo spostamento del sistema di coordinate del pezzo di lavoro). Per le parti multifase, un percorso di processo iterativo di " lavorazione grossa → semifinitura → misurazione e compensazione → finitura" può essere adottato per avvicinarsi gradualmente alle dimensioni obiettivo. Dopo il completamento della lavorazione, la parte deve essere lasciata a riposo in un ambiente a temperatura e umidità costanti per oltre 24 ore. Una volta che la tensione e la temperatura/umidità sono completamente equilibrate, viene effettuata un'ispezione finale utilizzando una macchina di misura a coordinate (CMM). I dati ottenuti vengono utilizzati per fornire feedback per ottimizzare i parametri del processo.
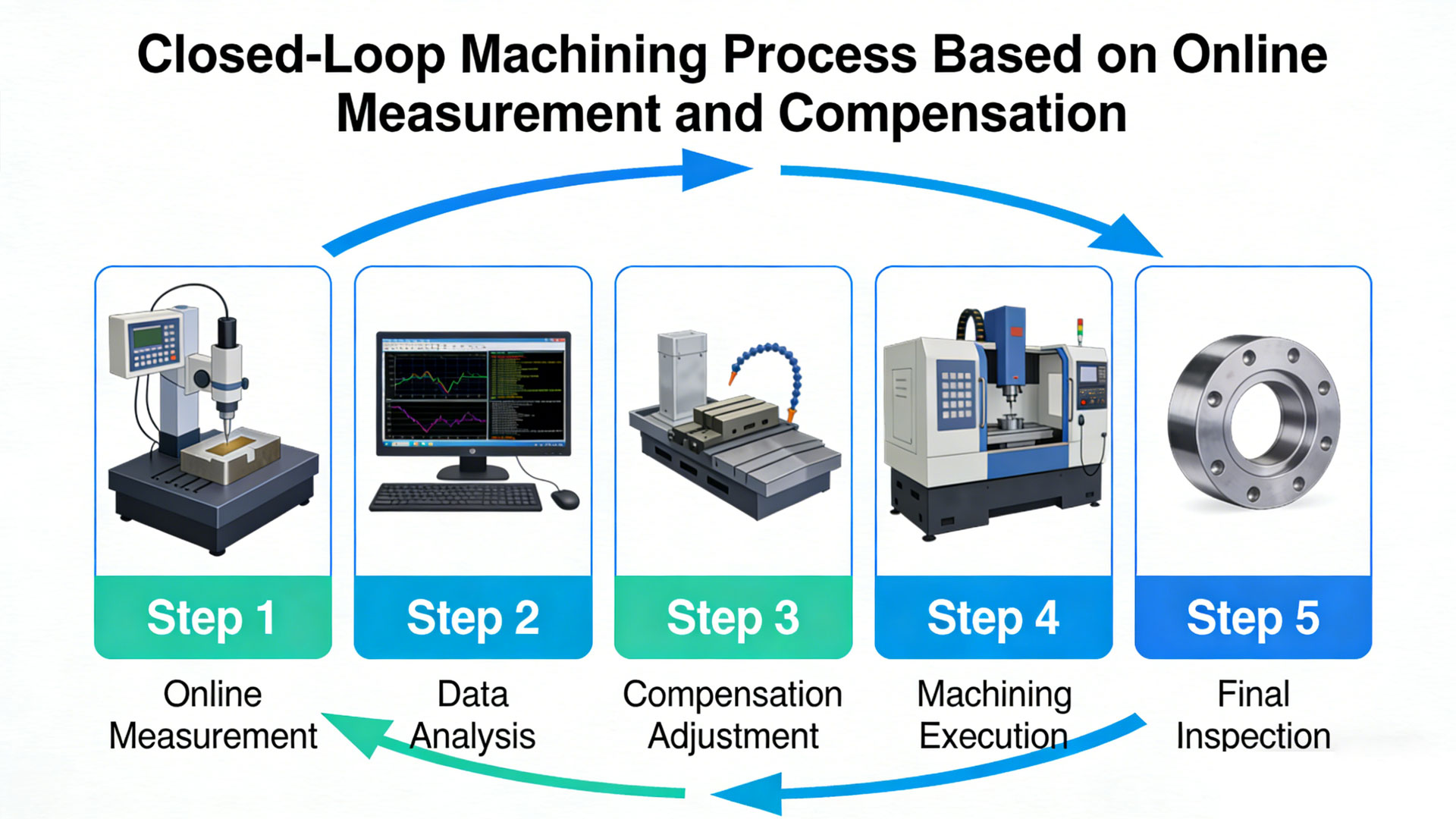
Diagramma a blocchi del processo di lavorazione a circuito chiuso basato su misurazione e compensazione online
III. Riassunto e prospettive
Ottenere una fresatura con una precisione di ±0,01 mm del materiale PEEK rappresenta una sfida ingegneristica sistematica che richiede una profonda integrazione tra la comprensione delle proprietà del materiale e le tecnologie avanzate di produzione di precisione. I principi fondamentali sono:stabilizzare il vuoto dalla fonte attraverso il pre-sollievo dello stress; isolare disturbi esterni con un ambiente a temperatura e umidità costanti; ridurre al minimo la forza indotta dalla lavorazione e gli effetti termici attraverso strumenti e parametri di taglio ottimizzati; e la costruzione di un sistema di controllo di precisione a circuito chiuso attraverso misurazione e compensazione online.
Guardando al futuro, con l'avanzamento delle tecnologie di rilevamento intelligente, gemello digitale e controllo adattivo, la lavorazione di precisione del PEEK è pronta ad evolvere verso una maggiore intelligenza e adattabilità. Con il monitoraggio in tempo reale di segnali di campo multifisici come la forza di taglio, le vibrazioni e la temperatura, e collegandoli a modelli di materiale e processo, il sistema sarà in grado di prevedere e compensare dinamicamente la deformazione. Ciò consentirà alla fine la produzione di massa stabile con precisione su scala nanometrica e qualità della superficie sub-micron, fornendo supporto dei componenti critici per applicazioni tecnologiche più all'avanguardia.
Precedente:Guida di ispezione della qualità delle parti lavorate PEEK: standard e Metodi
Successivo:Nessun altro/fine
Pronto a trasformare il tuo file CAD in una parte personalizzata? Carica il tuo design per ottenere un preventivo gratuito e preciso.
Ottieni il preventivo istantaneo


