





Lavorazione dell'alluminio 6061: semplifica la progettazione per ridurre i costi
Pubblicato giovedì 19. Marzo 2026
Guida dei contenuti:Ottimizzare i costi delle parti in alluminio 6061 Accelerare il time-to-market con DFM esperto. Questa guida per R& D engineers rivela come la prima collaborazione con i fornitori analizzi la progettazione per la fabbricabilità, ottimizzando la struttura, le tolleranze e caratteristiche per tagliare materiale, lavoro & ridurre i costi garantendo prestazioni. Lea
Nell'ambito fieramente competitivo dello sviluppo dei prodotti, il controllo dei costi e l'accelerazione del time-to-market sono sfide perpetue. Per le parti in lega di alluminio 6061 ampiamente utilizzate nell'aerospazio, nell'elettronica di consumo, nelle apparecchiature di automazione e in altri settori, il loro costo finale è in gran parte determinato in anticipo nei disegni CAD di R & amp; D ingegneri. Il tradizionale processo lineare di " progettazione-rilascio-fabbricazione" spesso porta a progetti che incontrano difficoltà di lavorazione, costi crescenti e ritardi di consegna a causa di insufficiente considerazione dei vincoli di fabbricazione. Questo articolo mira a fornire R& D ingegneri e responsabili decisionali del progetto con un'analisi approfondita di come i fornitori professionali di lavorazione, durante la fase iniziale di progettazione del prodotto, possono ottimizzare la struttura, le tolleranze e le caratteristiche delle parti in alluminio 6061 alla fonte attraverso un'analisi sistematica di Design for Manufacturability (DFM). Questo approccio consente una riduzione completa dei costi relativi al materiale, alla manodopera e alla resa, garantendo al contempo prestazioni.
I. DFM: Progettazione e produzione di ponti
La progettazione per la fabbricabilità non consiste semplicemente nella realizzazione di un disegno " . Facile da macchinare. " Si tratta di una metodologia ingegneristica sistematica che, sotto la premessa di garantire funzionalità, qualità e affidabilità del prodotto, ottimizza la progettazione per semplificare i processi di produzione, ridurre i costi di produzione e migliorare l'efficienza produttiva. Per la fresatura di alluminio 6061, il nucleo di DFM sta nella profonda comprensione delle proprietà del materiale (come una buona lavorabilità e una resistenza moderata), delle capacità della macchina utensile (come l'accuratezza dinamica, le interferenze degli utensili) e dell'economia della lavorazione (come i tempi di impostazione, l'usura degli utensili). Il coinvolgimento precoce dei fornitori professionali inietta esattamente questo aspetto manifatturiero " . patrimonio della conoscenza" nella fase di progettazione, evitando costose rielaborazioni di progettazione.
Confronto schematico di una parte prima e dopo l'ottimizzazione DFM
II. Strategie DFM chiave e studi di caso per la fresatura di parti in alluminio 6061
Le seguenti combinazioni di casi specifici spiegano le raccomandazioni di base DFM per i processi di fresatura sotto requisiti generali di precisione (± 0,05 mm).
1. Ottimizzazione strutturale: riduzione del materiale e del volume di lavorazione
Strategia:Nelle aree di carico non critiche, sostituire strutture solide e ingombranti con sezioni scavate, tasche per ridurre il peso e costole di rinforzo. Ciò non solo risparmia materie prime costose, ma riduce anche significativamente i tempi di fresatura e l'usura degli utensili.
Studio di caso:Una piastra di alluminio utilizzata per un supporto per attrezzature è stata inizialmente progettata come una piastra solida di spessore 50 mm, richiedendo solo pochi fori di montaggio da lavorare. L'analisi DFM ha rivelato che la sua funzione principale era quella di fornire superfici di montaggio e resistenza di connessione. Dopo l'ottimizzazione, pur garantendo lo spessore delle superfici di montaggio e la resistenza dei punti di connessione chiave, l'interno è stato scavato in una struttura cavità rinforzata a costole. Il peso complessivo è stato ridotto di oltre il 40%, diminuendo proporzionalmente i costi dei materiali e i tempi di lavorazione.
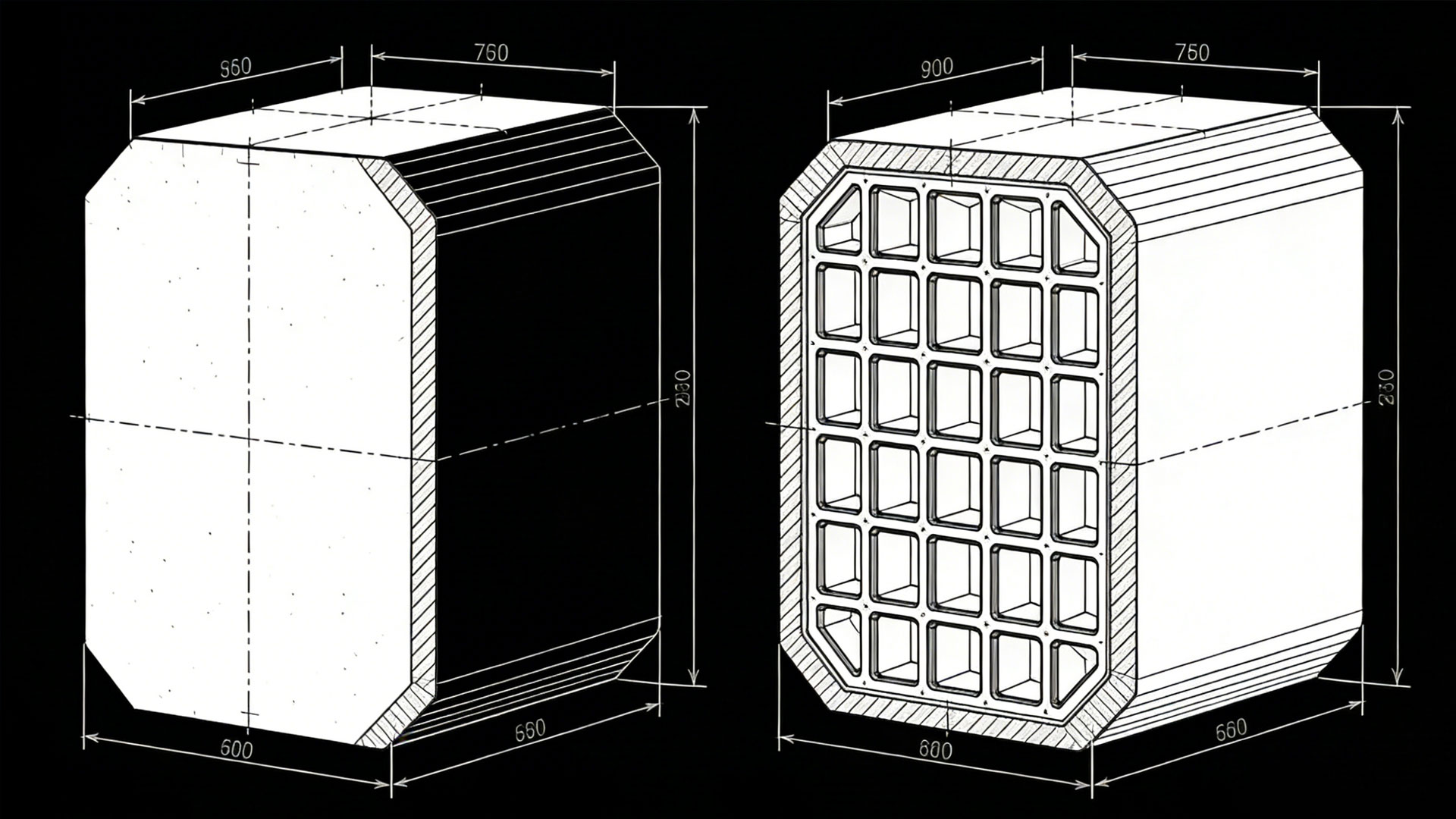
Ottenere un peso leggero attraverso la cavità interna e il design delle costole
2. Semplificazione della caratteristica: evitando sfide di lavorazione inutili
Strategia:Semplifica o modifica le caratteristiche che richiedono strumenti speciali, processi non standard o una precisione estremamente elevata della macchina utensile.
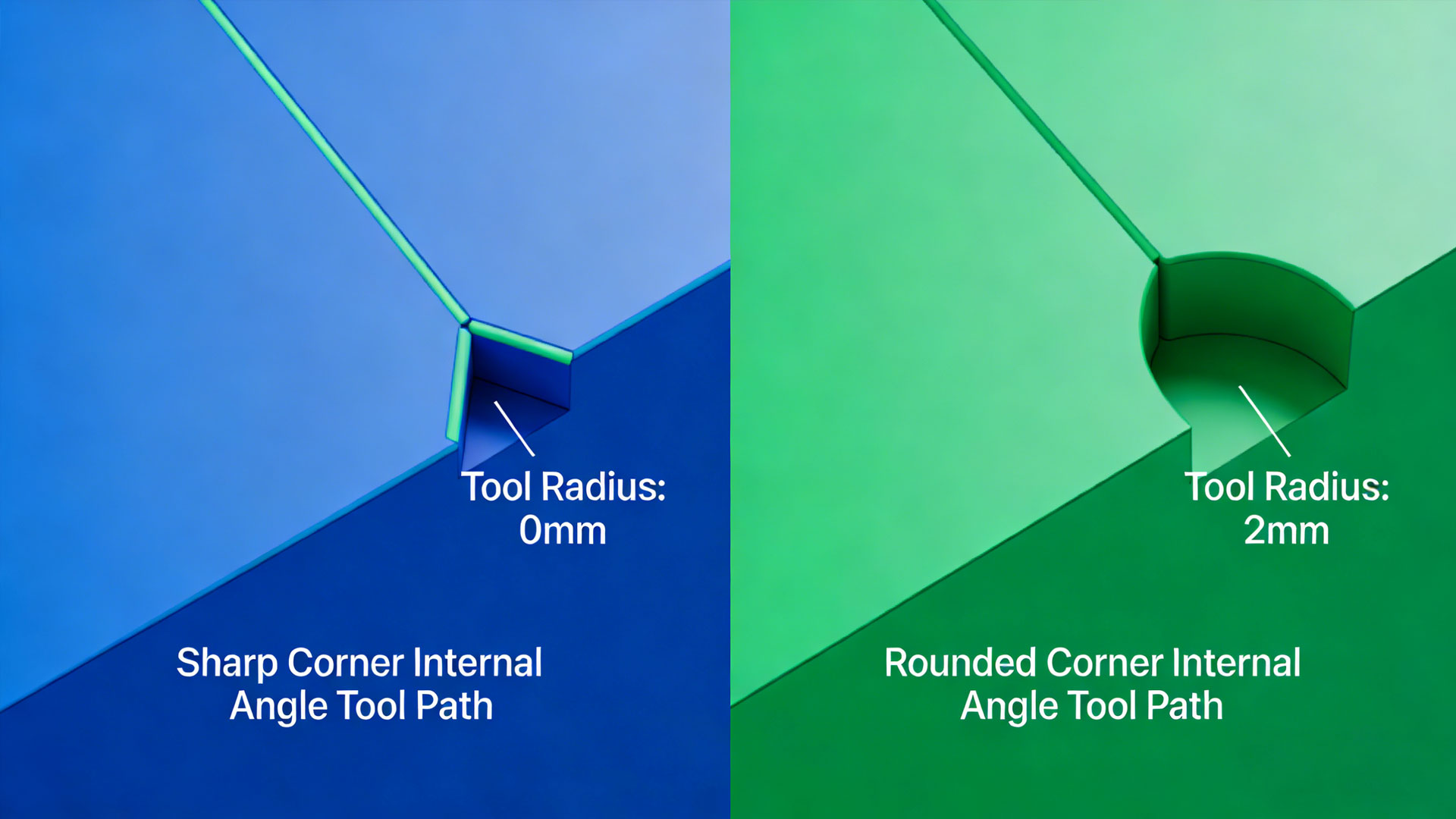
Caso A (angoli interni):Gli angoli verticali interni in un progetto, se richiedono angoli taglienti, richiedono l'uso di utensili di diametro molto piccolo, con conseguente bassa efficienza di lavorazione e alto rischio di rottura dell'utensile. DFM raccomanda di aggiungere un raggio (ad es. R3 o superiore) a tutti gli angoli interni, corrispondente ai diametri comuni del fresatore. Ciò consente l'uso di strumenti di diametro più grande e velocità di alimentazione più elevate per la lavorazione dei contorni, potenzialmente migliorando l'efficienza più volte.
Caso B (Tasche profonde/Slot stretti):Progettare una fessura stretta con una profondità superiore a 50 mm e una larghezza di soli 4 mm richiede strumenti personalizzati e non standard con un rapporto lunghezza-diametro estremamente elevato. Ciò porta a chiacchierate severe, difficoltà a mantenere la precisione e costi molto elevati. DFM suggerisce di consultare l'ingegnere per verificare se, funzionalmente consentito, la larghezza della fensura può essere aumentata a 6 mm o più (corrispondente ai diametri standard dell'utensile) o cambiata a un design di fensura bassa segmentata. Ciò consente immediatamente l'uso di utensili standard, migliorando significativamente la stabilità della lavorazione e l'efficienza dei costi.
3. Razionalizzazione della tolleranza: bilanciamento delle prestazioni e dei costi di produzione
Strategia:Valutare rigorosamente la necessità di ogni tolleranza dimensionale. Rilassare le tolleranze per dimensioni di adattamento non critiche a un intervallo di precisione economico (ad esempio ±0,1 mm o più ampio), riservando tolleranze strette (±0,05 mm o più rigorose) solo per superfici funzionali chiave. Serrare una tolleranza di un grado spesso richiede l'aggiunta di operazioni di finitura, la riduzione dei tassi di alimentazione o la necessità di impostazioni secondarie, portando ad un aumento esponenziale dei costi.
Studio di caso:Per un alloggiamento in alluminio, tutte le dimensioni esterne sono state inizialmente specificate come ± 0,05 mm. L'analisi DFM ha rivelato che solo la scanalatura di tenuta e le interfacce di montaggio principali richiedevano questa precisione per un assemblaggio corretto. Le tolleranze per le restanti superfici estetiche non accoppiate potrebbero essere rilassate a ±0,15 mm. Questa regolazione ha consentito di completare la maggior parte del profilo utilizzando strategie di fresatura di rugosità e semifinitura più efficienti, risparmiando circa il 25% nel tempo di lavorazione.
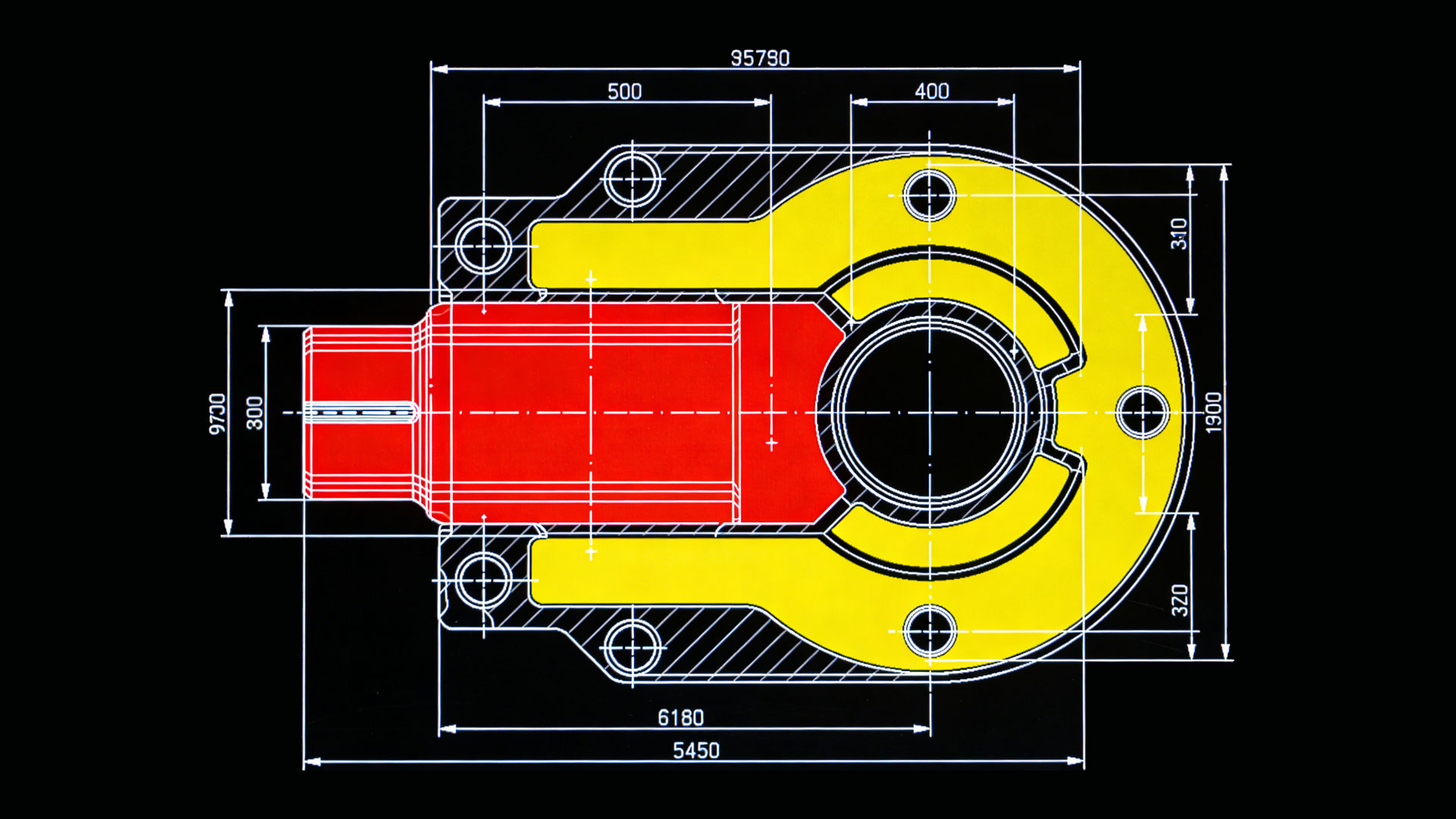
Identificazione e differenziazione delle zone di tolleranza chiave e non chiave
4. Fissaggio e Datum Design: gettando le basi per una produzione efficiente
Strategia:Considerare il metodo di fissaggio della parte sul tavolo della macchina utensile durante la fase di progettazione. Fornire superfici di serratura ampie e piatte e organizzare più caratteristiche nello stesso orientamento di impostazione, ove possibile, per ridurre al minimo i ribaltamenti delle parti. Definire chiaramente le date di progettazione e allinearle con le date di lavorazione.
Studio di caso:Una parte che richiedeva la lavorazione su cinque facce originariamente non aveva boss di serratura chiari o schede sacrificiali, richiedendo impianti personalizzati complessi o configurazioni multiple. Le raccomandazioni DFM includevano l'aggiunta di diversi piccoli boss di processo non funzionali in aree non critiche per servire come superfici di serratura, consentendo di lavorare tutte le caratteristiche critiche in due configurazioni. Questi boss erano facilmente rimossi dopo la lavorazione. Questo cambiamento ha ridotto il numero di configurazioni da cinque a due, migliorando significativamente la coerenza e l'efficienza.
III. Riassunto e prospettive
L'analisi sopra dimostra che ottimizzare il costo totale della fresatura di parti in alluminio 6061 è uno sforzo ingegneristico sistematico che inizia nella fase di progettazione. Il servizio DFM fornito da fornitori di lavorazione professionali traduce essenzialmente l'esperienza di fabbricazione, i vincoli e le considerazioni economiche in raccomandazioni specifiche e pratiche di ottimizzazione della progettazione. Il suo valore fondamentale si riflette in:ridurre il consumo di materiale, ridurre i tempi di lavorazione e i costi di utensili, migliorare la resa del primo passaggio e accorciare il ciclo complessivo di consegna.
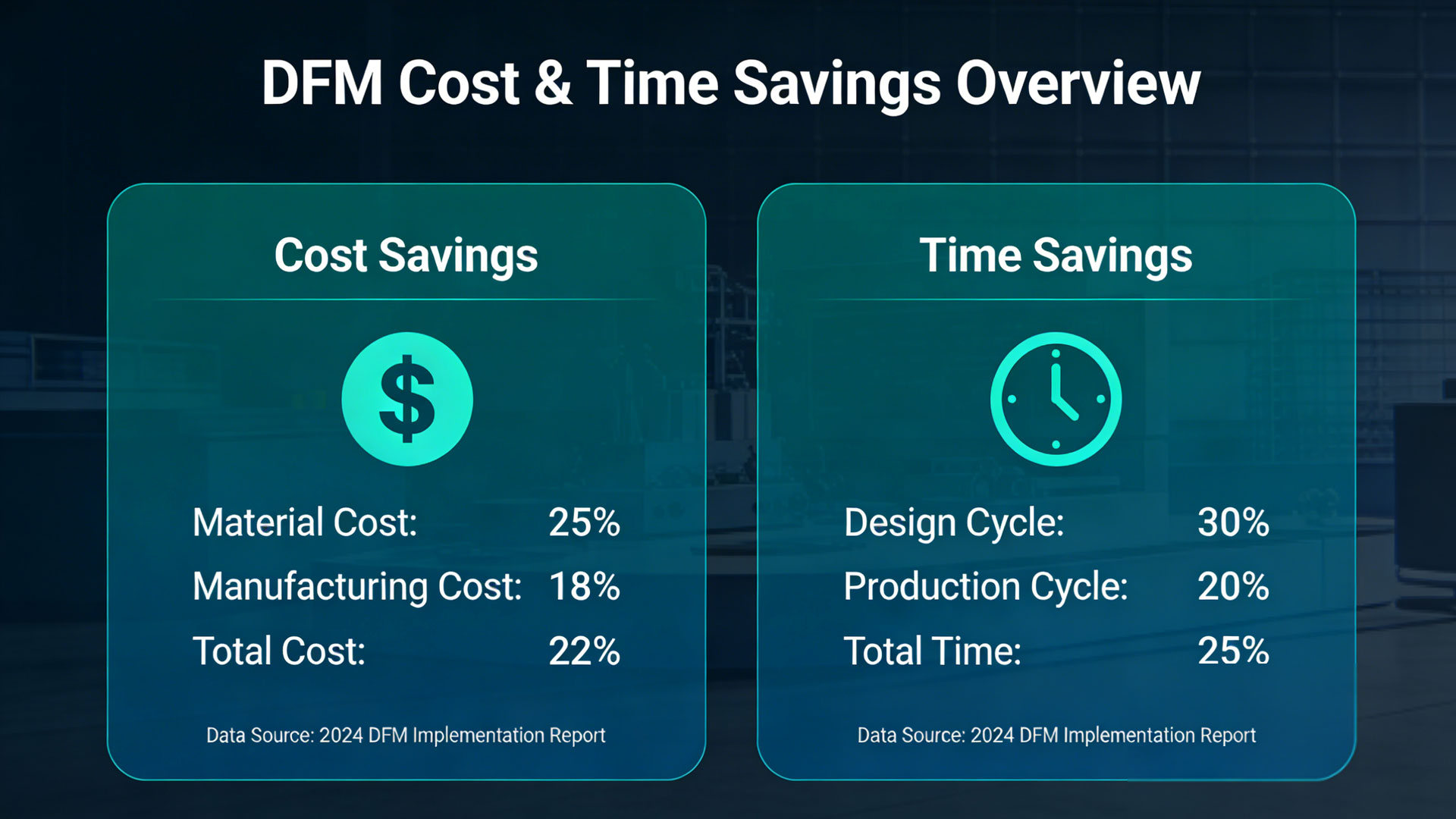
Grafico delle tendenze di impatto del coinvolgimento iniziale della DFM sul costo totale del progetto e sulla cronologia
Si consiglia che la R& La squadra D considera gli esperti di fabbricazione dei fornitori come " partner di progettazione collaborativa" e li coinvolgono dalla finalizzazione del concetto di prodotto e dalle fasi di progettazione dettagliate. Una breve riunione DFM o revisione del disegno può evitare che i potenziali costi e rischi superino di gran lunga l'investimento. Guardando in futuro, con lo sviluppo della digitalizzazione e dell'intelligenza, il software di ispezione DFM condiviso nel cloud e le basi di conoscenza renderanno questa collaborazione più fluida ed efficiente. Tuttavia, indipendentemente da come si evolve, il concetto di base rimane invariato:Il miglior controllo dei costi avviene prima della creazione del primo disegno.
Pronto a trasformare il tuo file CAD in una parte personalizzata? Carica il tuo design per ottenere un preventivo gratuito e preciso.
Ottieni il preventivo istantaneo


