





Fresatura di precisione ± 0,01 mm per componenti in alluminio 6061
Pubblicato il mercoledì 04. Marzo 2026
Guida dei contenuti:Per raggiungere una precisione di ±0,01 mm nella lavorazione dell'alluminio 6061 è necessario un sistema completo, non solo una macchina di precisione. Esplora il nostro framework tecnico collaudato che comprende macchine utensili ad alta rigidità, un ambiente controllato stabile ai micron, utensili specializzati, misurazione integrata in processo e azionamento dati
In settori all'avanguardia come l'aerospazio, l'ottica di precisione e le apparecchiature a semiconduttori, l'accuratezza dei componenti strutturali determina direttamente le prestazioni finali e l'affidabilità di un sistema. La banda di tolleranza di ±0,01 mm (cioè 10 micron) è la soglia critica che distingue la lavorazione convenzionale dalla lavorazione ad alta precisione. Per la lega di alluminio 6061 ampiamente utilizzata, dietro la sua eccellente lavorabilità nascondono anche i rischi di perdita di precisione su scala microscopica causati da fattori come forze di taglio, deformazione termica e vibrazioni. Il raggiungimento di questo obiettivo è lungi dall ' essere raggiungibile semplicemente con una macchina utensile di precisione" si tratta di un progetto sistematico che copre l ' intera catena di macchina utensile - ambiente - utensili - processo - misurazione. " Questo articolo fornisce un'analisi panoramica del sistema di supporto tecnico completo e praticamente verificato che abbiamo costruito per raggiungere una fresatura ultra-alta precisione di ±0,01 mm per componenti strutturali in lega di alluminio 6061.
1. La fondazione: una piattaforma per macchine utensili con alta rigidità e alte prestazioni dinamiche oltre gli standard
La macchina utensile è la base per raggiungere la precisione. Per soddisfare il requisito di precisione di ±0,01 mm, rinunciamo alle attrezzature di uso generale e optiamo per centri di lavorazione verticali o orizzontali progettati appositamente per la lavorazione di precisione. Le loro caratteristiche fondamentali risiedono nell'estrema rigidità strutturale e stabilità termica. I componenti principali come il letto e la colonna sono realizzati in ghisa o calcestruzzo polimerico di alta qualità, con un layout delle costole ottimizzato attraverso l'analisi degli elementi finiti per ottenere una rigidità statica e dinamica eccezionalmente elevata, sopprimendo così il taglio. Le guide lineari impiegano un sistema di guida a rulli ad alta rigidità e regolabile dal precarico, mentre i servo-azionamenti sono dotati di encoder lineari ad alta risoluzione per raggiungere un controllo a circuito chiuso completo, con una precisione di posizionamento migliore di 0,003 mm e ripetibilità coerente entro 0,002 mm. Il mandrino, come unità di potenza centrale, deve essere un mandrino motorizzato incorporato caratterizzato da alta velocità di rotazione (fino a 20.000 giri al minuto o superiore), bassa crescita termica e eccellente precisione di scarico radiale e assiale (in genere inferiore a 0,002 mm). Allo stesso tempo, la macchina utensile è dotata di un sistema intelligente di compensazione termica che monitora la temperatura di parti chiave come il mandrino, la vite a sfera e i cuscinetti in tempo reale e esegue la compensazione dinamica di offset attraverso il sistema CNC, controllando l'errore di deformazione termica della macchina alla fonte.

Centro di lavorazione di precisione ad alta rigidità dotato di controllo a circuito chiuso completo e sistema di compensazione termica
II. Barriera: Creare e salvaguardare un ambiente stabile su microscala
Quando la precisione della lavorazione raggiunge il livello del micron, i fattori ambientali cambiano da essere " sfondo" a " attori principali. " Siamo acutamente consapevoli che anche una fluttuazione di temperatura di 0,5 ° C o una leggera brezza è sufficiente per rendere un obiettivo di precisione di 0,01 mm irraggiungibile. Pertanto, abbiamo stabilito un laboratorio pulito indipendente a temperatura costante e umidità costante. La temperatura è rigorosamente controllata a 20 ° C ± 0,5 ° C (raggiungendo ± 0,1 ° C sotto specifiche esigenze), e l'umidità è mantenuta al 50% ± 5%, per eliminare al massimo la deriva dimensionale nei pezzi di lavoro, utensili da taglio, utensili di misura e macchine utensili causate dall'espansione termica e dalla contrazione. La fondazione dell'officina è trattata per l'isolamento dalle vibrazioni, proteggendola dalle vibrazioni esterne. Allo stesso tempo, un sistema di purificazione dell'aria mantiene la pulizia, evitando che le polveri fini influiscano sulla precisione della misurazione e dell'assemblaggio. Prima della lavorazione, i pezzi devono essere sottoposti a un accurato controllo " stabilizzazione della temperatura" processo per oltre 24 ore all'interno dell'officina a temperatura costante, assicurando che la loro temperatura interna corrisponda pienamente all'ambiente di lavorazione. Questo è un prerequisito per garantire la stabilità dimensionale.

Laboratorio di lavorazione a temperatura costante con controllo di precisione della temperatura/umidità e fondazione isolata dalle vibrazioni
III. Lo strumento tagliente: strumento e sistemi di supporto per la precisione a livello di micron
Lo strumento di taglio è il " nib" interagisce direttamente con il materiale. Per ottenere una fresatura efficiente e precisa della lega di alluminio, impieghiamo strumenti in carburo a grano ultrafine o rivestiti di diamanti, garantendo nitidezza e resistenza all'usura a livello microscopico. Il grado di equilibrio dinamico degli utensili raggiunge G2,5 o superiore, riducendo al minimo le vibrazioni causate dalla forza centrifuga durante la rotazione ad alta velocità. Ancora più critico è il sistema del portautensili - è il " ponte" collegare il fuso e l'utensile, e la sua precisione di collegamento determina direttamente la precisione effettiva dell'asse di rotazione dell'utensile. Utilizziamo in modo completo portautensili termorestringibili o portautensili idraulici. I portautensili termorestringibili forniscono una rigidità di serratura radiale estremamente elevata e una precisione di posizionamento ripetibile (≤0,003 mm) attraverso un processo di riscaldamento preciso per l'espansione e raffreddamento per la contrazione. In combinazione con presettatori di strumento ad alta precisione, possiamo inserire con precisione i valori di compensazione della lunghezza e dello scarico radiale di ogni strumento nel sistema CNC, garantendo un alto grado di unità tra " comando" e " esecuzione. "
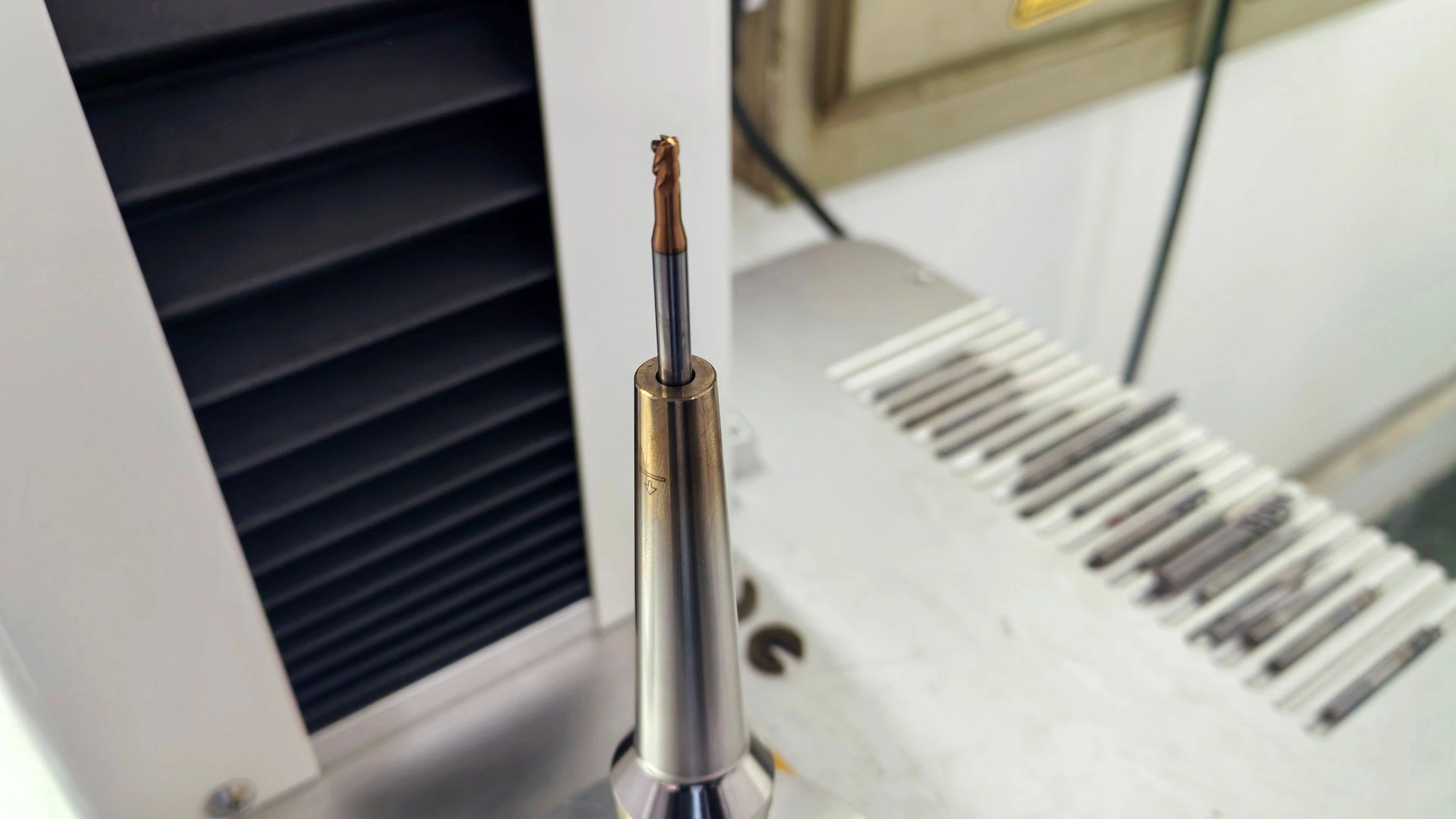
Portautensili termorestringibili ad alta precisione e processo di ispezione di bilanciamento dinamico degli utensili
IV. Il punto di riferimento: misurazione online e compensazione intelligente durante tutto il processo
" Nessuna misurazione, nessuna precisione. " La nostra filosofia è quella di integrare profondamente la misurazione nel flusso di lavoro di lavorazione. In primo luogo, le sonde a contatto di alta precisione sono integrate sulle macchine utensili. Prima della lavorazione, il sistema di coordinate del pezzo viene calibrato automaticamente e impostato per eliminare gli errori di serratura. Durante la lavorazione, le caratteristiche chiave possono essere misurate a metà processo e i valori di compensazione degli utensili vengono regolati in tempo reale in base ai dati di misura effettivi per contrastare gli errori dovuti all'usura degli utensili. Dopo la lavorazione, viene effettuata un'ispezione finale sulla macchina per generare un rapporto preliminare. Per dimensioni e tolleranze geometriche con esigenze più elevate, il pezzo di lavoro viene trasferito a macchine di misura a coordinate (CMM) o scanner laser di alta precisione per l'ispezione finale. I dati vengono restituiti al dipartimento di ingegneria dei processi per ottimizzare i parametri del processo. Questo sistema di controllo della qualità a circuito chiuso di " ispezione online + ri-ispezione offline" garantisce che ogni output sia in uno stato preciso e controllato, andando oltre il semplice " conformità probabilistica. "

Sonda integrata in macchina che esegue misurazioni automatiche durante il processo di lavorazione
V. L'anima: Progettazione di processi rigorosi, scientifici e guidati dai dati
L'efficacia di tutto l'hardware è infine integrata e attivata dalla pianificazione scientifica dei processi. Per le parti in lega di alluminio di alta precisione 6061, aderiamo al principio di " Progressione passo dopo passo, approssimazione graduale. " Il flusso di processo è meticolosamente suddiviso in: Lavorazione rugosa (rimozione rapida del materiale, lasciando una concessione di finitura uniforme) → Lavorazione semifinita (ulteriore correzione della deformazione, creando condizioni stabili per la finitura) → Trattamento di stabilizzazione (sollievo dello stress tramite invecchiamento o trattamento criogenico se necessario) → Lavorazione di finitura (utilizzando parametri di profondità di taglio poco profonda, alta velocità del fuso e velocità di alimentazione moderata per perseguire la qualità della superficie e la precisione dimensionale) → Lavorazione Ultra-Finish (lucidatura finale delle caratteristiche critiche). Nella fase di programmazione, utilizziamo software CAM avanzato, impiegando strategie come ingresso a spirale, lisciamento dei contorni e ottimizzazione del percorso degli utensili per garantire un processo di taglio stabile con carico costante. Le soluzioni di sostegno al lavoro sono appositamente progettate utilizzando impianti di precisione o impianti modulari per ridurre al minimo la deformazione di serratura garantendo al contempo la rigidità e rispettando il principio di " Unificazione dei dati. "
Schema schematico della pianificazione progressiva del percorso di processo dalla rugosità all'ultrafinitura
Riassunto e prospettive
Sfidare il picco di precisione di ±0,01 mm è un test completo delle capacità tecniche, manageriali e di controllo dei dettagli. Ciò richiede di elevare la lavorazione da una fase di produzione isolata a un sistema integrato che comprende ingegneria meccanica di precisione, ingegneria ambientale, scienza dei materiali, tecnologia di misurazione e controllo digitale. La soluzione che abbiamo costruito – con macchine utensili ad alta rigidità e temperatura costante come fondamento, un ambiente stabile e pulito come barriera, strumenti di precisione e portautensili come strumenti, misurazione e compensazione online come punto di riferimento e rigorosi flussi di processo come anima – è la pratica concreta di questa filosofia sistematica.
Crediamo fermamente che solo identificando, controllando e compensando ogni variabile che potrebbe influenzare lo 0,01 mm finale possiamo trasformare un " promessa" in una " parte fisica affidabile" nelle mani dei nostri clienti. Di fronte a sfide di precisione ancora più severe in futuro, continueremo ad approfondire la nostra esplorazione in aree come la ricerca sui meccanismi di microtaglio, la compensazione adattiva intelligente e la tracciabilità completa dei dati della catena produttiva, sforzandosi di diventare il vostro partner più affidabile nel campo della produzione di componenti strutturali ad alta precisione.
Pronto a trasformare il tuo file CAD in una parte personalizzata? Carica il tuo design per ottenere un preventivo gratuito e preciso.
Ottieni il preventivo istantaneo


