





Guide de fraisage PEEK: Paramètres pour Pure, GF, & Catégories CF
Publié le mardi 17. mars 2026
Guide du contenu :Maîtrisez l'usinage du PEEK avec ce guide définitif des paramètres pour le fraisage, le forage et Taper. Optimisez votre processus pour les grades PEEK non modifiés, renforcés en fibre de verre ou en fibre de carbone. Apprenez les stratégies critiques de refroidissement (sec, air, MQL) et les choix d'outils pour éviter la surchauffage, améliorer la surface
PEEK (Polyetherethercetone), en tant que plastique d'ingénierie haute performance, est largement utilisé dans les domaines aérospatial, médical et semiconducteur. Ses excellentes propriétés mécaniques et thermiques imposent des exigences spécifiques aux processus d'usinage. Afin de faciliter la référence rapide et la mise en œuvre par le personnel de processus sur place, ce document compile systématiquement les paramètres de processus recommandés pour fraiser différents grades de PEEK dans diverses opérations, ciblant une précision générale (±0,05 mm), dans le but d'améliorer l'efficacité d'usinage et la stabilité de la qualité.
1. Principes généraux et classification
Le noyau de l'usinage du PEEK consiste à contrôler la chaleur de coupe et la force de coupe pour éviter le surchauffage et l'adoucissement du matériau (température de transition vitreuse d'environ 143°C) ou l'apparition de rebures et de délamination. En fonction des différentes phases de renforcement, il est principalement divisé en trois catégories:PEEK pur non modifié, PEEK renforcé par fibre de verre (p. ex. PEEK-GF30)etPEEK renforcé en fibre de carbone (p. ex. PEEK-CA30)Les matériaux de renforcement augmentent considérablement la dureté du matériau et la résistance à l'usure, mais accélèrent simultanément l'usure de l'outil, nécessitant des ajustements ciblés du processus.

Schéma des grades de matériaux PEEK communs et des phases de renforcement
2. Tableau de référence rapide pour les paramètres de processus de fraisage
Les paramètres recommandés dans le tableau ci-dessous sont basés sur la rigidité générale de la machine-outil et les marques d'outils courantes. L'ajustement est nécessaire dans les applications pratiques en fonction des conditions de travail spécifiques.
Tableau 1: Paramètres d'usinage pour fraisage face, fraisage latéral et fraisage fente
| Processus / Matériel | Outil recommandé | Vitesse de coupe Vc (m/min) | Alimentation par dent Fz (mm/z) | Profondeur axiale de coupe Ap (mm) | Profondeur radiale de coupe Ae (mm) | Stratégie de refroidissement |
|---|---|---|---|---|---|---|
| PEEK non modifié | Carbure à grains fins, bord de coupe tranchant, grand angle de rake | 150-250 | 0.05-0.15 | 0.5-3 | (Fraisage facial) 0,5D-0,8D (Fraisage latéral) 0,5-2 | Coupe à sec ou refroidissement à l'air fort préféré |
| PEEK renforcé en fibre de verre | Outil en carbure ou en PCD revêtu de diamant | 100-180 | 0.04-0.10 | 0.5-2 | (Fraisage facial) 0.3D-0.6D (Fraisage latéral) 0,3-1,5 | Forte refroidissement par air ou lubrification en quantité minimale (MQL) |
| PEEK renforcé en fibre de carbone | Outil PCD ou outil revêtu de diamant de haute qualité | 80-150 | 0.03-0.08 | 0.3-1.5 | (Fraisage facial) 0.2D-0.5D (Fraisage latéral) 0,2-1 | Un fort refroidissement à l'air ou MQL est obligatoire |
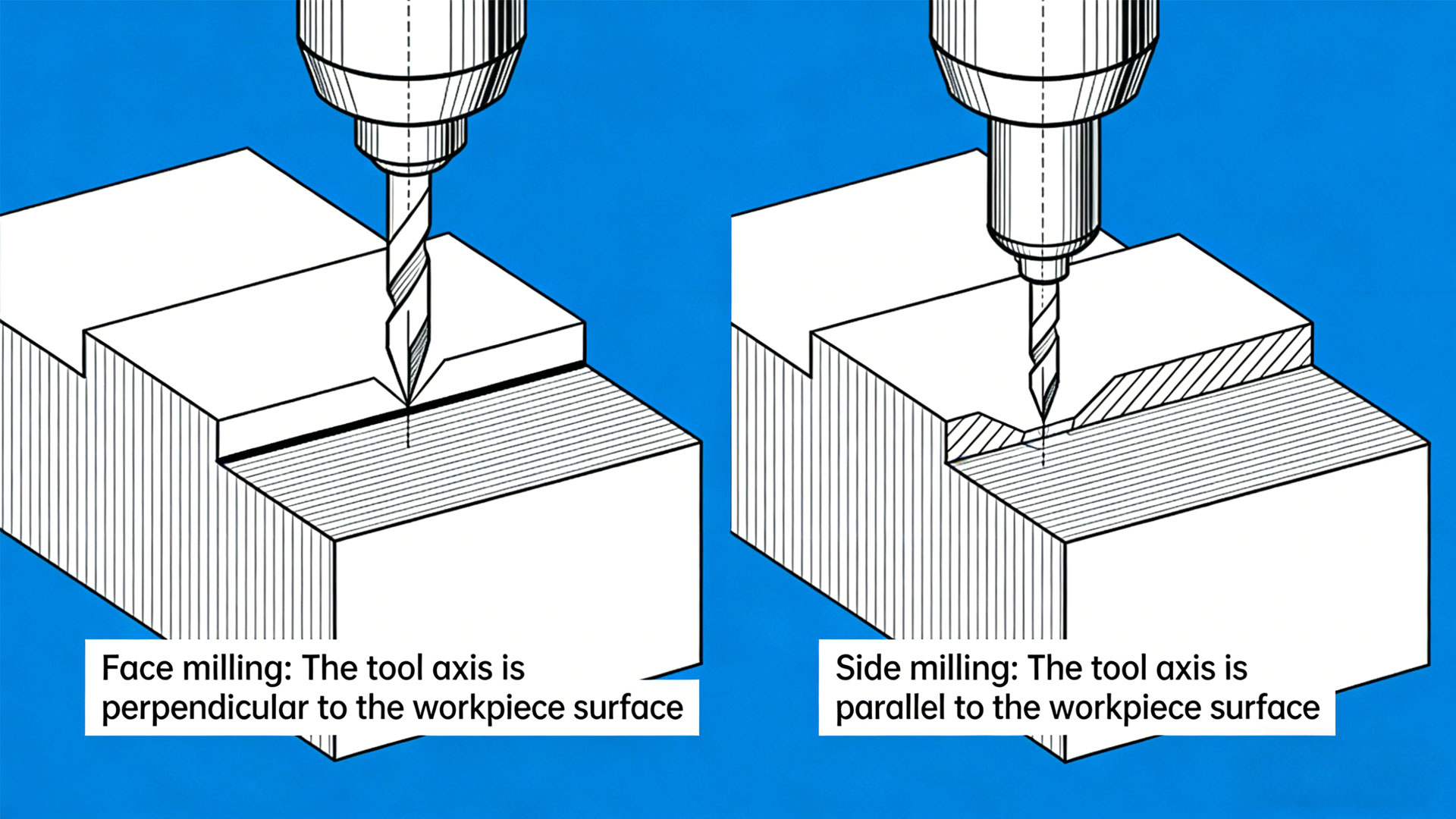
Schéma de fraisage face et de fraisage latéral PEEK
Tableau 2: Paramètres d'usinage de forage et de robinage
| Processus / Matériel | Outil recommandé | Vitesse de coupe Vc (m/min) ou Vitesse (tr/min) | Alimentation (mm/rev ou mm/min) | Stratégie de refroidissement | Notes spéciales |
|---|---|---|---|---|---|
| Perforage (à travers le trou) | Perou à torsion en carbure, angle de pointe 118°-130°, flûte polie | 30 à 60 m/min | 0,02-0,10 mm/tour | Forte refroidissement par air ou MQL | Rétraction fréquente pour éclairer les puces, éviter l'obstruction |
| Tapping (en dessous de M6) | Robinet HSS en cobalt, revêtu de TiN | 5 à 15 m/min | Passage (mm/rev) | Lubrifiant à pâte spéciale | Robinet à flûte en spirale recommandé, laissez suffisamment d'espace au fond du trou aveugle |
Application de la stratégie de refroidissement dans le forage et le robinetage de PEEK
III. Guide de sélection de la stratégie de refroidissement
La méthode de refroidissement affecte directement la qualité de surface et la précision dimensionnelle du PEEK usiné.
Coupe à secConvient pour la coupe légère de PEEK non modifié. Nécessite des outils extrêmement pointus et une évacuation en douceur de la puce.
Forte refroidissement à l'air (pistolet à air)La méthode la plus couramment utilisée et recommandée. Élimine efficacement les puces et refroidit à la fois l'outil et la pièce de travail sans contamination.
Quantité minimale de lubrification (MQL) : Une méthode efficace pour le PEEK renforcé. Une quantité minimale de brouillard d'huile réduit considérablement la chaleur par frottement et l'usure de l'outil, et améliore l'évacuation de la puce.
NoteL'utilisation de grandes quantités de liquide de refroidissement doit être évitée pour empêcher l'absorption d'humidité et le gonflement du PEEK, ce qui peut affecter la stabilité dimensionnelle.
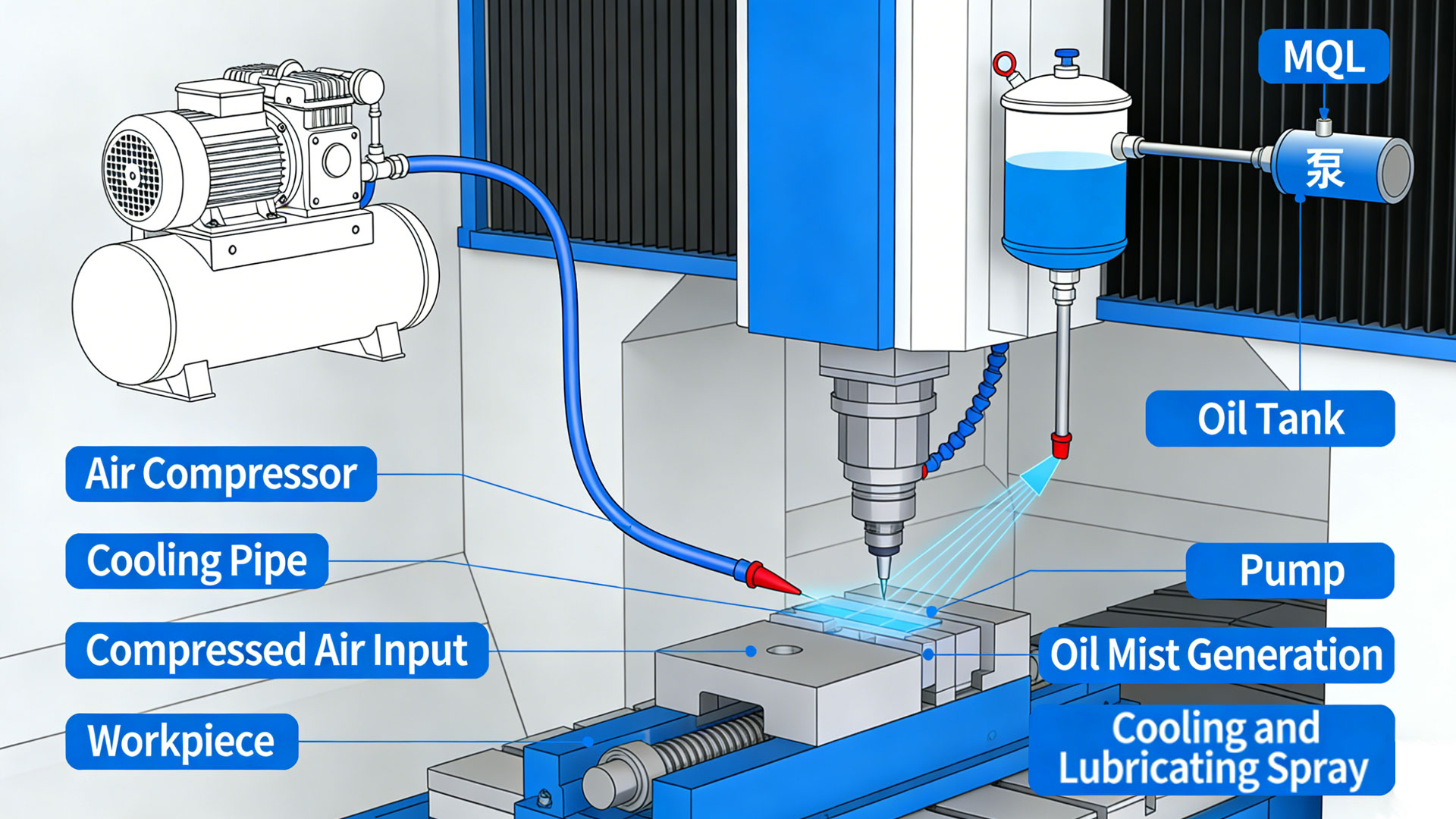
Systèmes de refroidissement par air et de lubrification en quantité minimale (MQL)
IV. Résumé et recommandations
La clé du succès de l'usinage PEEK réside dans:sélection d'outils résistants à l'usure en fonction de la qualité du matériau (utiliser du carbure tranchant pour les grades purs, du PCD ou des outils revêtus pour les grades renforcés); employant des vitesses de coupe plus élevées combinées à des vitesses d'alimentation et des profondeurs de coupe plus petites pour réduire les forces de coupeetl'utilisation obligatoire de refroidissement à l'air ou MQL pour éliminer la chaleurLes plages de paramètres fournies dans ce guide de référence rapide peuvent servir de point de départ pour le débogage de processus. Dans la production réelle, l'optimisation doit être effectuée en tenant compte de l'usure de l'outil, de l'état de la machine et des exigences spécifiques de la pièce, le contrôle de la puce étant constamment utilisé comme critère clé pour la santé du processus.




Prêt à transformer votre fichier CAD en pièce personnalisée? Téléchargez votre design pour obtenir un devis gratuit et précis.
Demandez Votre Devis