





Acheter ±0.01mm PEEK usinage: Guide de fraisage de précision
Publié le mardi 31. mars 2026
Guide du contenu :Atteindre une précision de ±0,01 mm dans l'usinage du PEEK pour le secteur médical L’aérospatiale est un défi systématique. Ce guide détaille comment les propriétés thermiques du PEEK (Tg, CTE) & l'absorption d'humidité affecte la précision. Découvrez la solution technique complète : du recuit anti-stress à l’environnement climatisé
Dans les domaines haut de gamme tels que les dispositifs médicaux, l'aérospatial et la fabrication de semiconducteurs, les exigences en matière de précision dimensionnelle et de fonctionnalité des composants polymères haute performance deviennent de plus en plus strictes. La polyéther éthercétone (PEEK), avec ses propriétés mécaniques exceptionnelles, sa résistance chimique et sa biocompatibilité, est devenue un matériau critique. Cependant, ses caractéristiques physiques uniques présentent des défis importants pour l'usinage de précision. Atteindre des tolérances au niveau du micron de ±0,01 mm (10 microns) n'est pas seulement une question d'utilisation de machines-outils de haute précision; c'est un effort d'ingénierie systématique englobant la science des matériaux, la planification des processus, le contrôle environnemental et la compensation des mesures. Cet article fournira une analyse approfondie de l'impact inhérent des propriétés du matériau PEEK sur la précision d'usinage et élaborera systématiquement une solution technique complète pour les processus de fraisage afin d'assurer une précision ultra-élevée.
1. Défis et mécanismes des propriétés du matériau PEEK sur la précision d'usinage
Le PEEK n’est pas un plastique ordinaire. Sa structure polymère semi-cristalline donne naissance aux caractéristiques clés suivantes qui influencent directement la déformation d'usinage et la stabilité dimensionnelle:
Température de transition du verre (Tg ≈ 143°C) et effet d'adoucissement thermique
Le PEEK maintient sa rigidité en dessous de sa température de transition vitreuse. Cependant, la chaleur de frottement localisée générée lors de la fraisage peut augmenter la température de la zone d'usinage pour approcher ou même dépasser Tg, provoquant un ramollissement du matériau. Le matériau ramolli subit un flux de plastique plutôt que de fracture fragile sous pression de l'outil, ce qui conduit à un ressort-retour, à la déflection de l'outil et à la formation de rebures. Cela affecte gravement la précision du contour et la finition de surface. Le contrôle de la chaleur de coupe est la première condition préalable pour assurer la précision.
Coefficient d'expansion thermique élevé (CTE, environ 30-50×10) ⁻⁶/°C)
Le coefficient de dilatation thermique du PEEK est considérablement plus élevé que celui des métaux (par exemple, l'acier est d'environ 11 x 10). ⁻⁶/°C). Les fluctuations mineures de température pendant l'usinage peuvent provoquer des changements dimensionnels substantiels. Par exemple, un composant PEEK de 100 mm subissant une augmentation de température de 10°C pourrait s'élargir de 30 à 50 microns de longueur, dépassant déjà la bande de tolérance de ±0,01 mm. Par conséquent, la stabilité de la température tout au long de la chaîne de processus est essentielle.
1.3 Absorption d'humidité et gonflement dimensionnel
Bien que le PEEK soit considéré comme un matériau à faible absorption d'humidité, il absorbe toujours une petite quantité d'humidité (taux d'absorption d'humidité saturée est d'environ 0,5%). L'absorption provoque le gonflement du matériau, augmentant ses dimensions. Si le contrôle de l'humidité est inadéquat avant, après ou pendant l'usinage, la pièce se rétrécira progressivement dans un environnement sec ultérieur, conduisant à une sortie dimensionnelle finale de tolérance.
1.4 Anisotropie et stress résiduel
Que ce soit dans des ébauches en PEEK moulées par injection ou imprimées en 3D, la chaîne moléculaire interne ou l'orientation cristalline présente une anisotropie. Cela se traduit par des différences dans le coefficient de dilatation thermique et les propriétés mécaniques selon différentes directions. En outre, la libération de contraintes résiduelles internes à l'intérieur de l'ébauche lors de l'usinage est l'un des principaux facteurs provoquant la déformation et la déformation de la pièce.
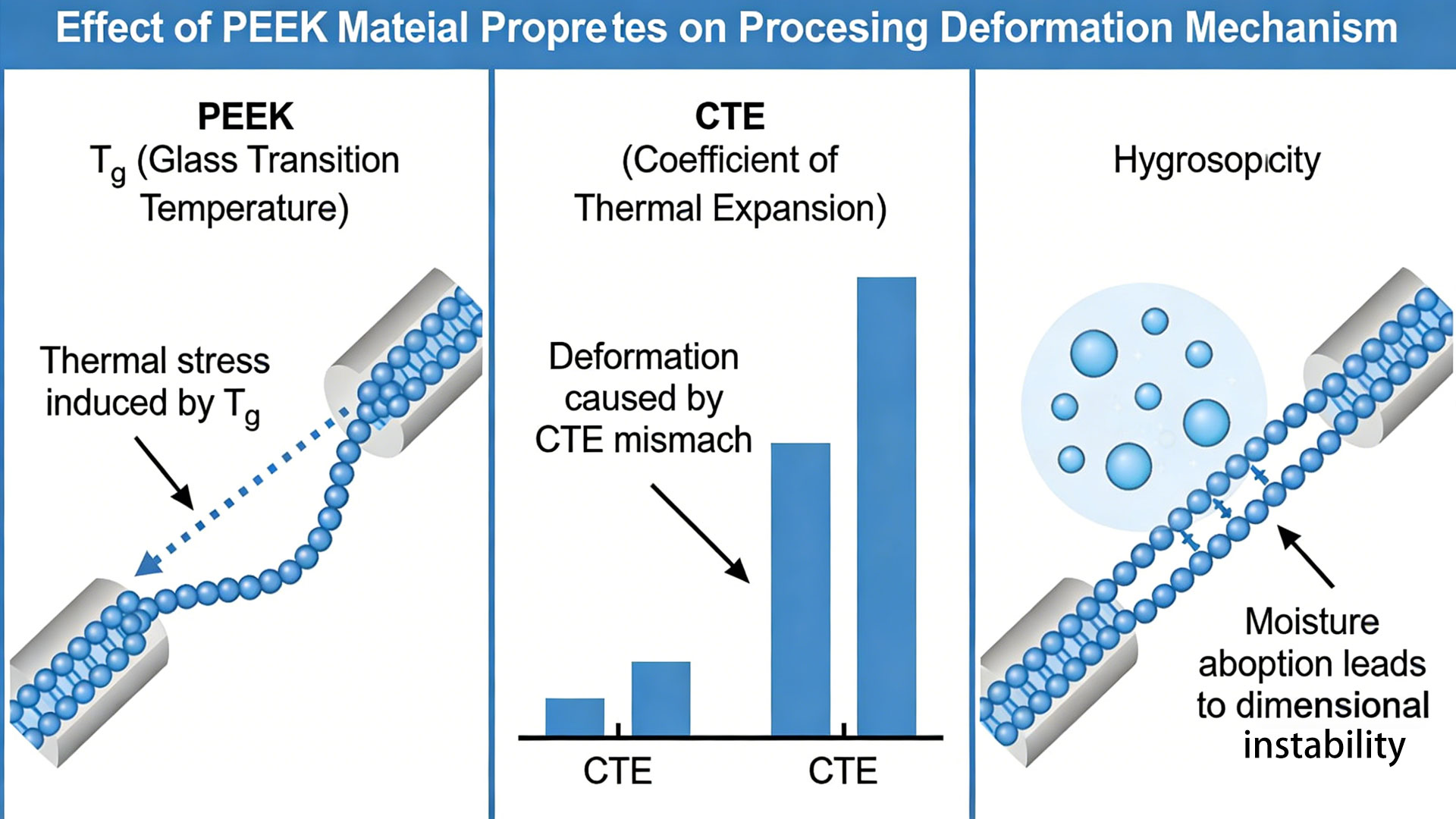
Diagramme schématique du mécanisme d'influence des propriétés du matériau PEEK (Tg, CTE, absorption d'humidité) sur la déformation d'usinage.
2. Système de soutien technique complet pour atteindre la précision ±0.01mm
Pour relever les défis susmentionnés, il est nécessaire de mettre en place un système d ' appui technique interconnecté couvrant l ' ensemble de la chaîne < < prétraitement vide → environnement d'usinage → processus de coupe → surveillance du processus " .
2.1 Processus de pré-libération de stress : jeter les bases de la stabilité dimensionnelle
Un traitement de soulagement des contraintes suffisant doit être effectué sur l'ébauche avant l'usinage. Un processus de réchauffement par étapes est recommandé: chauffer l'ébauche jusqu'à légèrement au-dessus de sa température de transition vitreuse (par exemple, 150-160°C), maintenir pendant une durée suffisante (généralement 2-4 heures selon l'épaisseur de la section transversale), puis refroidir le four à température ambiante à un taux de refroidissement extrêmement lent (par exemple, 0,5-1°C par minute). Ce procédé élimine efficacement les contraintes résiduelles internes, homogénéise et stabilise la structure du matériau, réduisant ainsi la déformation d'usinage à la source.
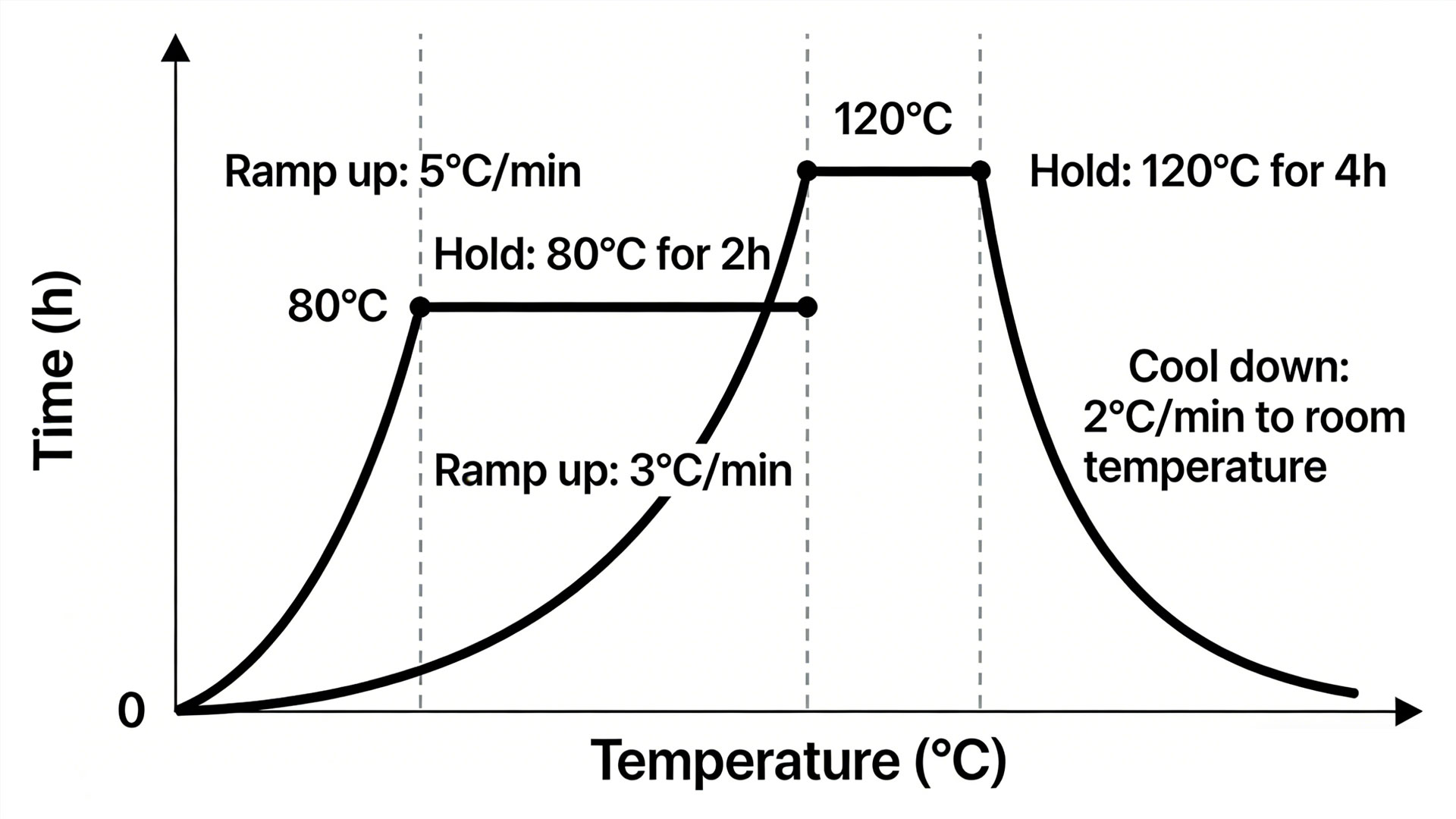
Courbe de processus de recuit pour soulager les contraintes des ébauches PEEK
2.2 Contrôle environnemental de la température et de l'humidité constantes: création d'un microclimat d'usinage stable
L'usinage de précision doit être effectué dans une pièce dédiée à la température et à l'humidité constantes. La température doit être contrôlée à 20 ± 0,5 ° C et l'humidité à 50% ± 5% RH. Avant l'usinage, l'ébauche, les outils de coupe, les accessoires et la machine-outil elle-même doivent être complètement acclimatés dans cet environnement (généralement pendant plus de 24 heures). La température du liquide de refroidissement nécessite également un contrôle précis; il est recommandé d'utiliser un système de refroidissement à température constante pour maintenir les fluctuations de température du fluide à ±1°C, minimisant au maximum les effets de dilatation et de contraction thermiques.
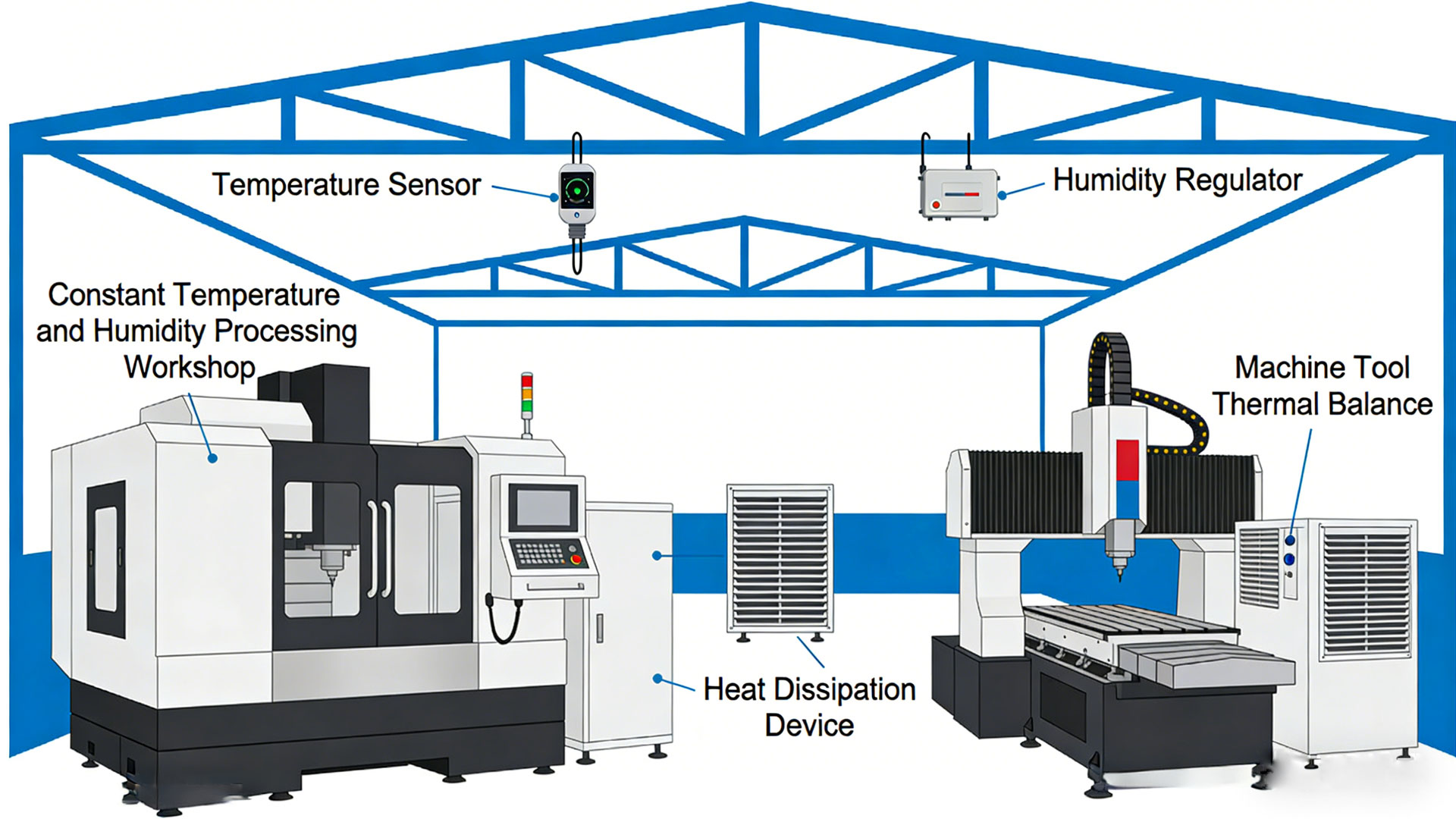
Diagramme schématique d'un atelier d'usinage à température et humidité constantes et d'équilibre thermique de la machine-outil
2.3 Optimisation de la géométrie de l'outil et de la stratégie de coupe : contrôle de la force et de la chaleur
• Sélection des outilsPrioriser les fraises en carbure non revêtues ou revêtues de diamants avec des bords de coupe pointus et un grand angle de râteau (10°-15°). Les bords pointus réduisent le serrage et un grand angle de râteau réduit les forces de coupe et la génération de chaleur. Le revêtement diamanté peut réduire considérablement le coefficient de frottement, diminuant encore la génération de chaleur.
• Paramètres géométriquesEmployez un grand angle d'hélice (35°-45°) pour obtenir une coupe par cisaillement lisse et une évacuation efficace des puces. Un petit rayon de nez d'outil est bénéfique pour l'usinage de contours fins.
• Paramètres de coupeAdopter une stratégie de fraisage à grande vitesse caractérisée par < < vitesse de broche élevée, petite profondeur de coupe, et taux d'alimentation modéré" La vitesse élevée de la broche (par exemple, 10 000-30 000 tr/min) réduit la charge par dent. La petite profondeur axiale de coupe (par exemple, 0,05-0,2 mm) minimise la force de coupe et la profondeur de la zone touchée par la chaleur. Cela est combiné avec une alimentation appropriée par dent (par exemple, 0,01-0,05 mm/z) pour assurer l'efficacité de l'usinage et la qualité de la surface. Utilisez suffisamment de liquide de refroidissement à température contrôlée pour le refroidissement interne par inondation ou haute pression tout au long du processus pour assurer l'élimination rapide de la chaleur.
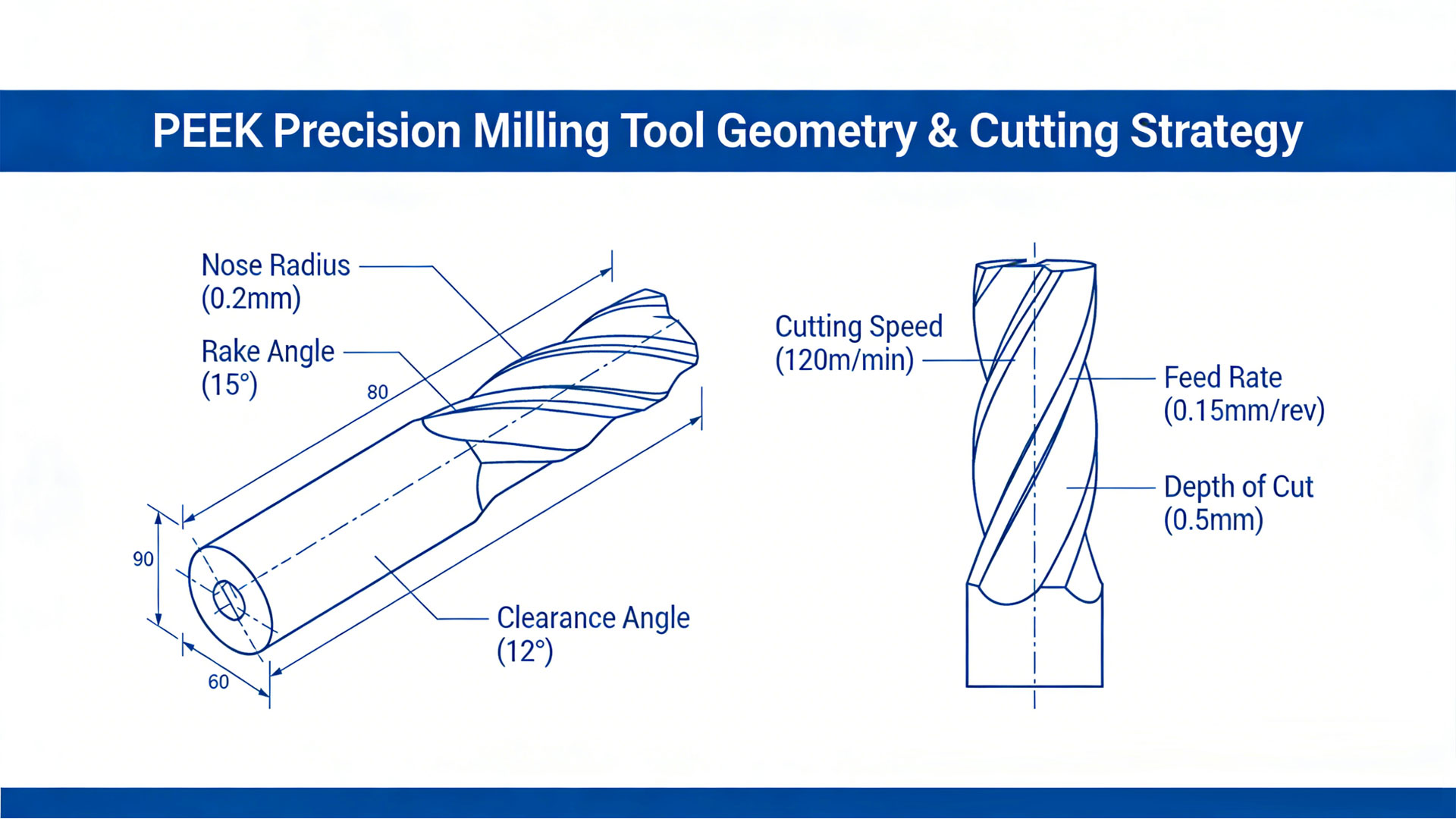
Diagramme schématique des paramètres de géométrie de l'outil et stratégie de coupe adaptée au fraisage de précision de PEEK
4. Stratégie de mesure et de compensation en ligne : assurance de la précision en boucle fermée
Après les étapes critiques du processus, la mesure en ligne ou in situ est introduite. Des sondes à contact ou sans contact de haute précision sont utilisées pour mesurer directement les dimensions des caractéristiques de la machine-outil. Les données de mesure sont comparées au modèle théorique et des corrections au niveau des microns sont effectuées sur les trajets d'usinage suivants en utilisant les fonctions de compensation du système CNC (telles que la compensation du rayon d'outil et le décalage du système de coordonnées de la pièce de travail). Pour les pièces à plusieurs étapes, un chemin de processus itératif de < < usinage brut → semi-finition → Mesure et compensation → finition" peut être adopté pour approcher progressivement les dimensions cibles. Après l'usinage terminé, la pièce doit être laissée reposer dans un environnement à température et humidité constantes pendant plus de 24 heures. Une fois que la tension et la température/humidité sont pleinement équilibrées, une inspection finale est effectuée à l'aide d'une machine de mesure par coordonnées (CMM). Les données obtenues servent à fournir une rétroaction pour optimiser les paramètres du processus.
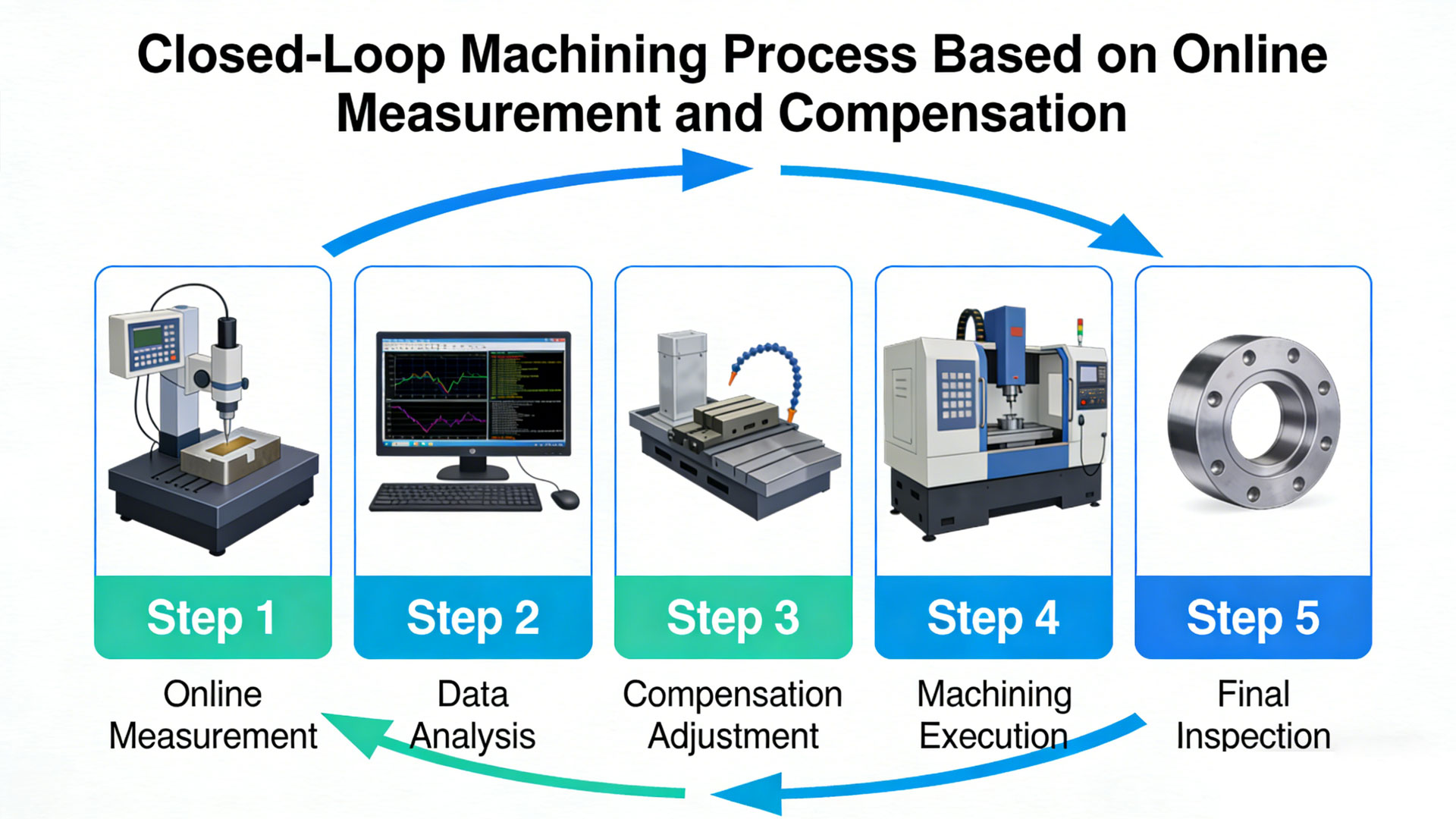
Diagramme à blocs du processus d'usinage en boucle fermée basé sur la mesure et la compensation en ligne
III. Résumé et perspectives
La fraisage de précision de ±0,01 mm de matériau PEEK est un défi d'ingénierie systématique qui nécessite une intégration profonde de la compréhension des propriétés du matériau et de la technologie avancée de fabrication de précision. Les principes fondamentaux sont les suivants :stabiliser l'ébauche à partir de la source par pré-soulagement de stress; isoler les perturbations extérieures avec un environnement de température et d'humidité constants; minimiser la force induite par l'usinage et les effets thermiques grâce à des outils et des paramètres de coupe optimisés; et construire un système de contrôle de précision en boucle fermée par mesure et compensation en ligne.
À l'avenir, avec l'avancée de la détection intelligente, du jumeau numérique et des technologies de contrôle adaptatif, l'usinage de précision du PEEK est prêt à évoluer vers une plus grande intelligence et une plus grande adaptabilité. En surveillant en temps réel des signaux de champ multiphysiques tels que la force de coupe, les vibrations et la température, et en les liant à des modèles de matériaux et de procédés, le système sera en mesure de prédire et de compenser dynamiquement la déformation. Cela permettra en fin de compte une production de masse stable avec une précision à l'échelle nanométrique et une qualité de surface sous-micron, fournissant un support de composants critiques pour des applications technologiques de pointe.
Précédent :Guide d'inspection de la qualité des pièces usinées PEEK: normes et Méthodes
Suivant :Pas plus / fin
Prêt à transformer votre fichier CAD en pièce personnalisée? Téléchargez votre design pour obtenir un devis gratuit et précis.
Demandez Votre Devis


