





6061 Usinage de l'aluminium: simplifier la conception pour réduire les coûts
Publié le jeudi 19. mars 2026
Guide du contenu :Optimiser les coûts des pièces en aluminium 6061 accélérer le temps de mise sur le marché avec un DFM expert. Ce guide pour la R& D engineers révèle comment la collaboration avec les fournisseurs analyse la conception pour la fabricabilité, l'optimisation de la structure, les tolérances et caractéristiques pour couper le matériel, le travail & rendement des coûts tout en assurant la performance. Léa
Dans le domaine très concurrentiel du développement de produits, maîtriser les coûts et accélérer les délais de mise sur le marché sont des défis perpétuels. Pour les pièces en alliage d'aluminium 6061 largement utilisées dans l'aérospatial, l'électronique grand public, l'équipement d'automatisation et d'autres secteurs, leur coût final est en grande partie déterminé dès le début dans les dessins CAO de R & amp; D ingénieurs. Le processus linéaire traditionnel de < < conception-libération-fabrication " Cela conduit souvent à des conceptions qui rencontrent des difficultés d'usinage, des coûts en hausse et des retards de livraison en raison d'une prise en compte insuffisante des contraintes de fabrication. Cet article vise à fournir R& D ingénieurs et décideurs de projet avec une analyse approfondie de la façon dont les fournisseurs d'usinage professionnels, au cours de la phase initiale de conception du produit, peuvent optimiser la structure, les tolérances et les caractéristiques des pièces en aluminium 6061 à la source grâce à une analyse systématique de la conception pour la fabricabilité (DFM). Cette approche permet une réduction globale des coûts liés aux matériaux, à la main-d'œuvre et au rendement tout en assurant la performance.
I. DFM: Conception et fabrication de ponts
La conception pour la fabricabilité n ' est pas simplement une conception > > . Facile à machine. " Il s'agit d'une méthodologie d'ingénierie systématique qui, sous la prémisse de garantir la fonction, la qualité et la fiabilité du produit, optimise la conception pour simplifier les processus de fabrication, réduire les coûts de production et améliorer l'efficacité de la production. Pour le fraisage de l'aluminium 6061, le noyau de DFM réside dans une compréhension approfondie des propriétés du matériau (telles que la bonne usinabilité et la résistance modérée), des capacités de la machine-outil (telles que la précision dynamique, les interférences de l'outil) et de l'économie d'usinage (telles que les temps de mise en place, l'usure de l'outil). La participation rapide des fournisseurs professionnels injecte précisément ce côté manufacturier > > . actif de connaissance " dans la phase de conception, évitant un retravail coûteux de la conception.
Comparaison schématique d'une pièce avant et après l'optimisation DFM
II. Principales stratégies DFM et études de cas pour le fraisage de pièces en aluminium 6061
Ce qui suit combine des cas spécifiques pour expliquer les recommandations fondamentales du DFM pour les processus de fraisage sous exigences générales de précision (±0,05 mm).
1. Optimisation structurelle: réduction du matériel et du volume d'usinage
Stratégie :Dans les zones de charge non critiques, remplacer les structures solides et encombrantes par des sections creusées, des poches de réduction de poids et des nervures de renforcement. Cela permet non seulement d'économiser des matières premières coûteuses, mais aussi de réduire considérablement le temps de fraisage et l'usure de l'outil.
Étude de cas :Une plaque d'aluminium utilisée pour un support d'équipement a été initialement conçue comme une plaque solide de 50 mm d'épaisseur, nécessitant seulement quelques trous de montage à usiner. L'analyse DFM a révélé que sa fonction principale était de fournir des surfaces de montage et une résistance de connexion. Après l'optimisation, tout en assurant l'épaisseur des surfaces de montage et la résistance des points de connexion clés, l'intérieur a été creusé dans une structure de cavité renforcée par des nervures. Le poids global a été réduit de plus de 40 %, les coûts de matériaux et le temps d'usinage brut diminuant proportionnellement.
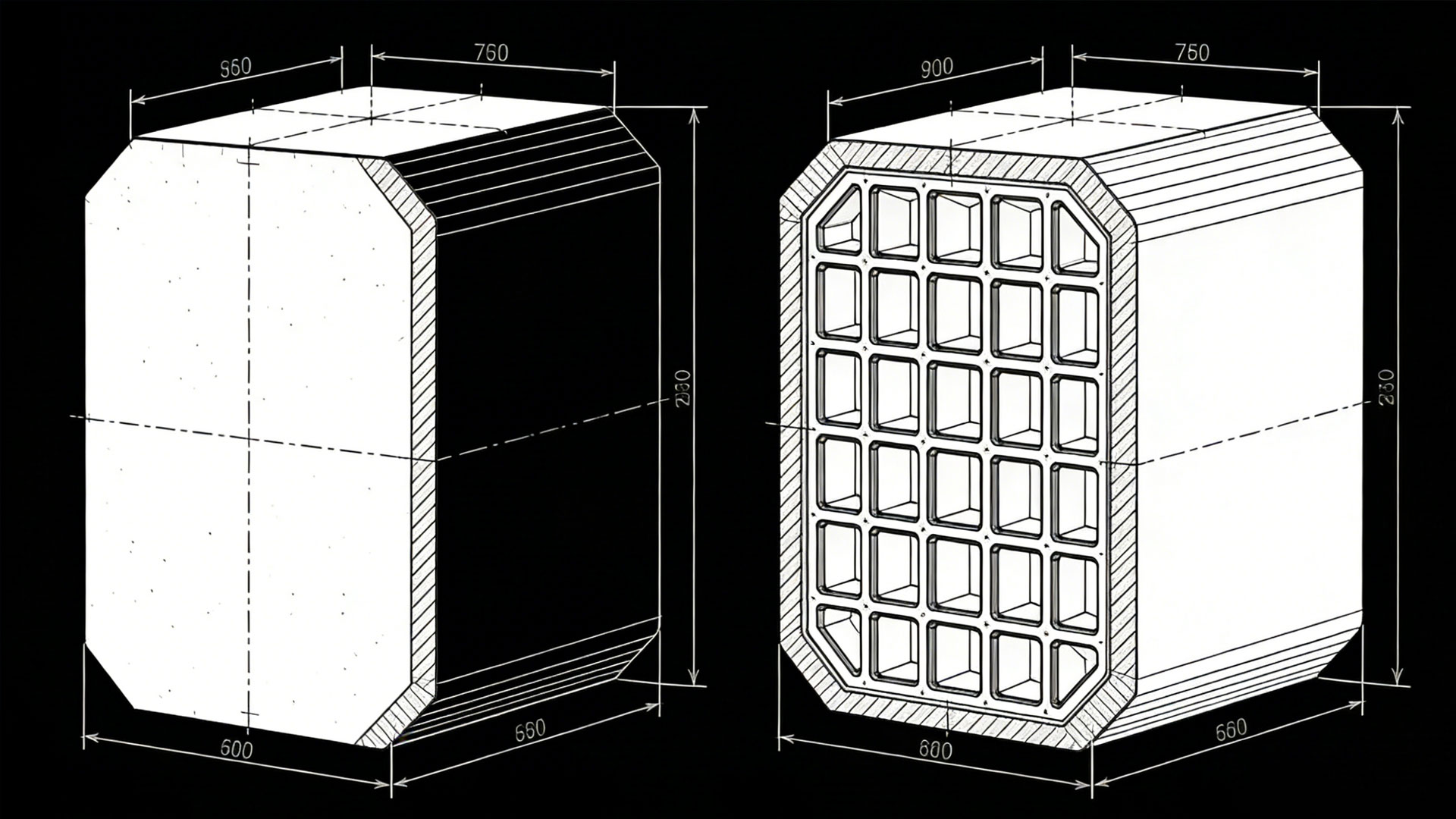
Obtenir un poids léger grâce à la creuse interne et à la conception des nervures
2. Simplification des caractéristiques: éviter les défis d'usinage inutiles
Stratégie :Simplifiez ou modifiez les fonctionnalités qui nécessitent des outils spéciaux, des processus non standard ou une précision extrêmement élevée de la machine-outil.
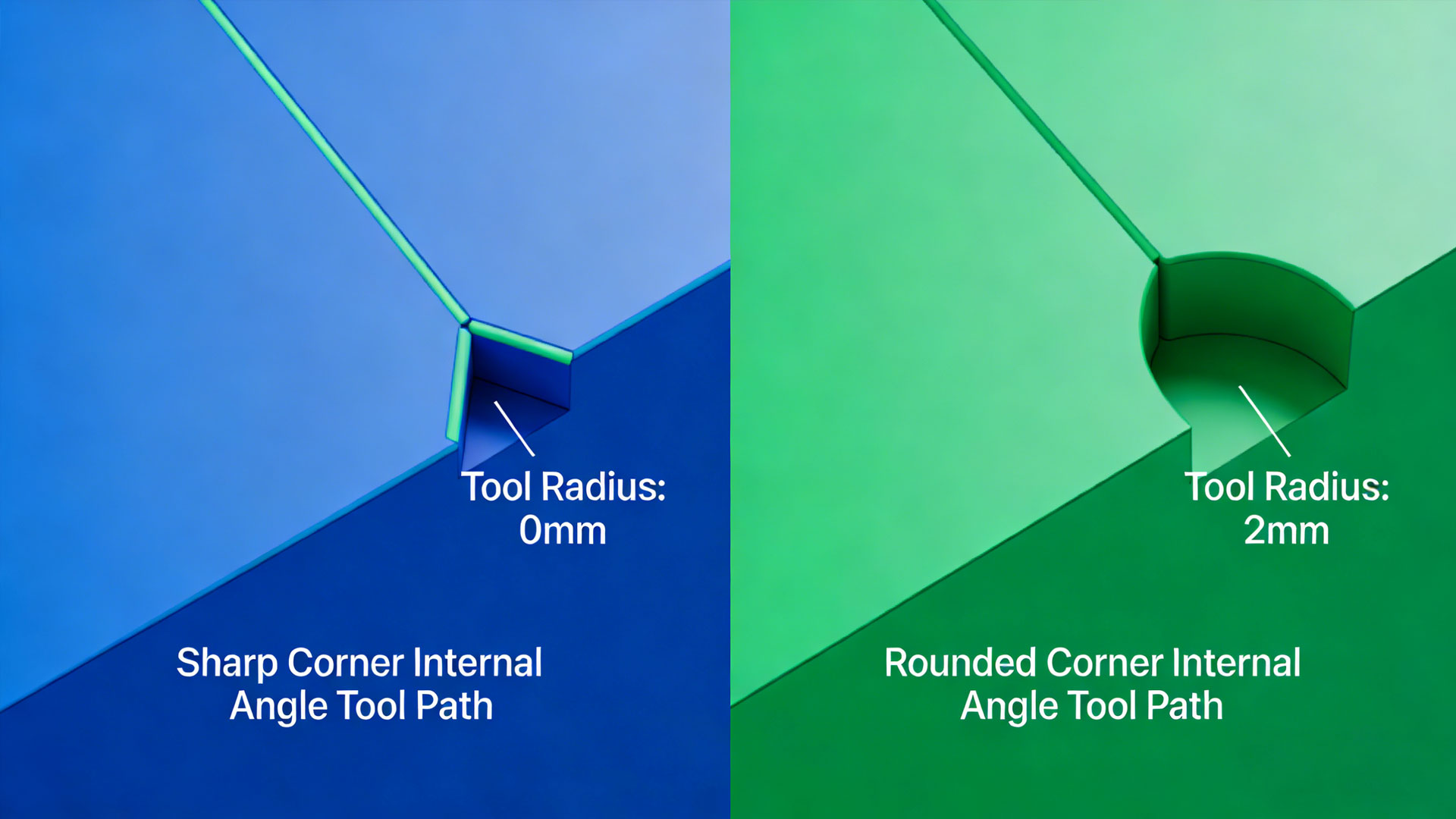
Cas A (Corners internes):Les coins verticaux internes d'une conception, si des coins tranchants sont nécessaires, nécessitent l'utilisation d'outils de très petit diamètre, ce qui entraîne une faible efficacité d'usinage et un risque élevé de cassure de l'outil. DFM recommande d'ajouter un rayon (par exemple, R3 ou plus) à tous les coins internes, correspondant aux diamètres communs de la brousse d'extrémité. Cela permet l'utilisation d'outils de plus grand diamètre et de taux d'alimentation plus élevés pour l'usinage de contours, améliorant potentiellement l'efficacité à plusieurs reprises.
Cas B (Poches profondes/fentes étroites):La conception d'une fente étroite avec une profondeur supérieure à 50 mm et une largeur de seulement 4 mm nécessite des outils personnalisés et non standard avec un rapport longueur-diamètre extrêmement élevé. Cela entraîne de graves bavarderies, de la difficulté à maintenir la précision et un coût très élevé. DFM suggère de consulter l'ingénieur pour voir si, fonctionnellement admissible, la largeur de la fente peut être augmentée à 6 mm ou plus (correspondant aux diamètres standard de l'outil) ou changée à une conception de fente peu profonde segmentée. Cela permet immédiatement l'utilisation d'outils standard, améliorant considérablement la stabilité et le rapport coût-efficacité de l'usinage.
3. Rationalisation de la tolérance : équilibre entre les performances et les coûts de fabrication
Stratégie :Évaluer rigoureusement la nécessité de chaque tolérance dimensionnelle. Relaxez les tolérances pour les dimensions d'ajustement non critiques à une plage de précision économique (par exemple, ± 0,1 mm ou plus large), en réservant des tolérances serrées (± 0,05 mm ou plus strictes) uniquement pour les surfaces fonctionnelles clés. Le resserrement d'une tolérance d'un grade nécessite souvent l'ajout d'opérations de finition, la réduction des taux d'alimentation ou la nécessité de configurations secondaires, ce qui entraîne une augmentation exponentielle des coûts.
Étude de cas :Pour un boîtier en aluminium, toutes les dimensions extérieures ont été initialement spécifiées comme ±0,05 mm. L'analyse DFM a révélé que seules la rainure d'étanchéité et les interfaces de montage principales nécessitaient cette précision pour un assemblage adéquat. Les tolérances pour les surfaces esthétiques non accouplées restantes pourraient être relâchées à ±0,15 mm. Cet ajustement a permis de compléter la plus grande partie du profil en utilisant des stratégies de fraisage plus efficaces de rugosité et de semi-finition, ce qui a permis d'économiser environ 25% de temps d'usinage.
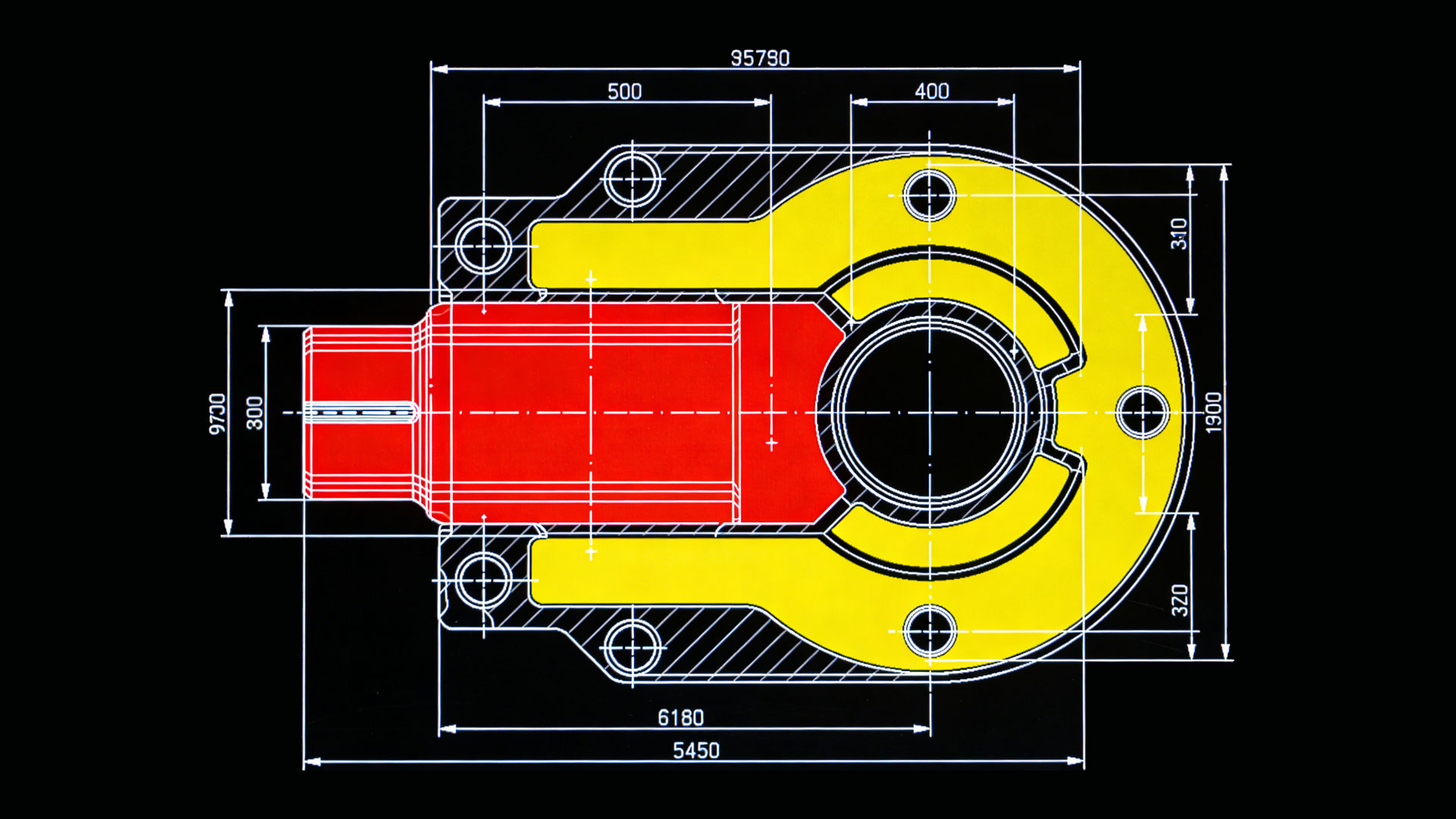
Identification et différenciation des zones de tolérance clés et non clés
4. Fixation et Date Design: jeter les bases d'une production efficace
Stratégie :Considérez la méthode de fixation de la pièce sur la table de la machine-outil pendant la phase de conception. Fournir des surfaces de serrage amples et plates et disposer de multiples caractéristiques dans la même orientation de mise en place lorsque cela est possible pour minimiser les basculements de pièces. Définissez clairement les dates de conception et alignez-les avec les dates d'usinage.
Étude de cas :Une pièce nécessitant l'usinage sur cinq faces manquait à l'origine de bosses de serrage clairs ou d'onglets sacrificiels, nécessitant des fixations personnalisées complexes ou des configurations multiples. Les recommandations du DFM comprenaient l'ajout de plusieurs petits chefs de processus non fonctionnels dans des zones non critiques pour servir de surfaces de serrage, permettant l'usinage de toutes les caractéristiques critiques dans deux configurations. Ces bosses étaient facilement enlevés après usinage. Ce changement a réduit le nombre de configurations de cinq à deux, améliorant considérablement la cohérence et l'efficacité.
III. Résumé et perspectives
L'analyse ci-dessus démontre que l'optimisation du coût total de fraisage de pièces en aluminium 6061 est un effort d'ingénierie systématique qui commence à la phase de conception. Le service DFM fourni par des fournisseurs d'usinage professionnels traduit essentiellement l'expérience de fabrication, les contraintes et les considérations économiques en recommandations spécifiques et pratiques d'optimisation de la conception. Sa valeur fondamentale se reflète dans :réduction de la consommation de matériaux, réduction du temps d'usinage et des coûts d'outillage, amélioration du rendement de première passe et raccourcissement du cycle global de livraison.
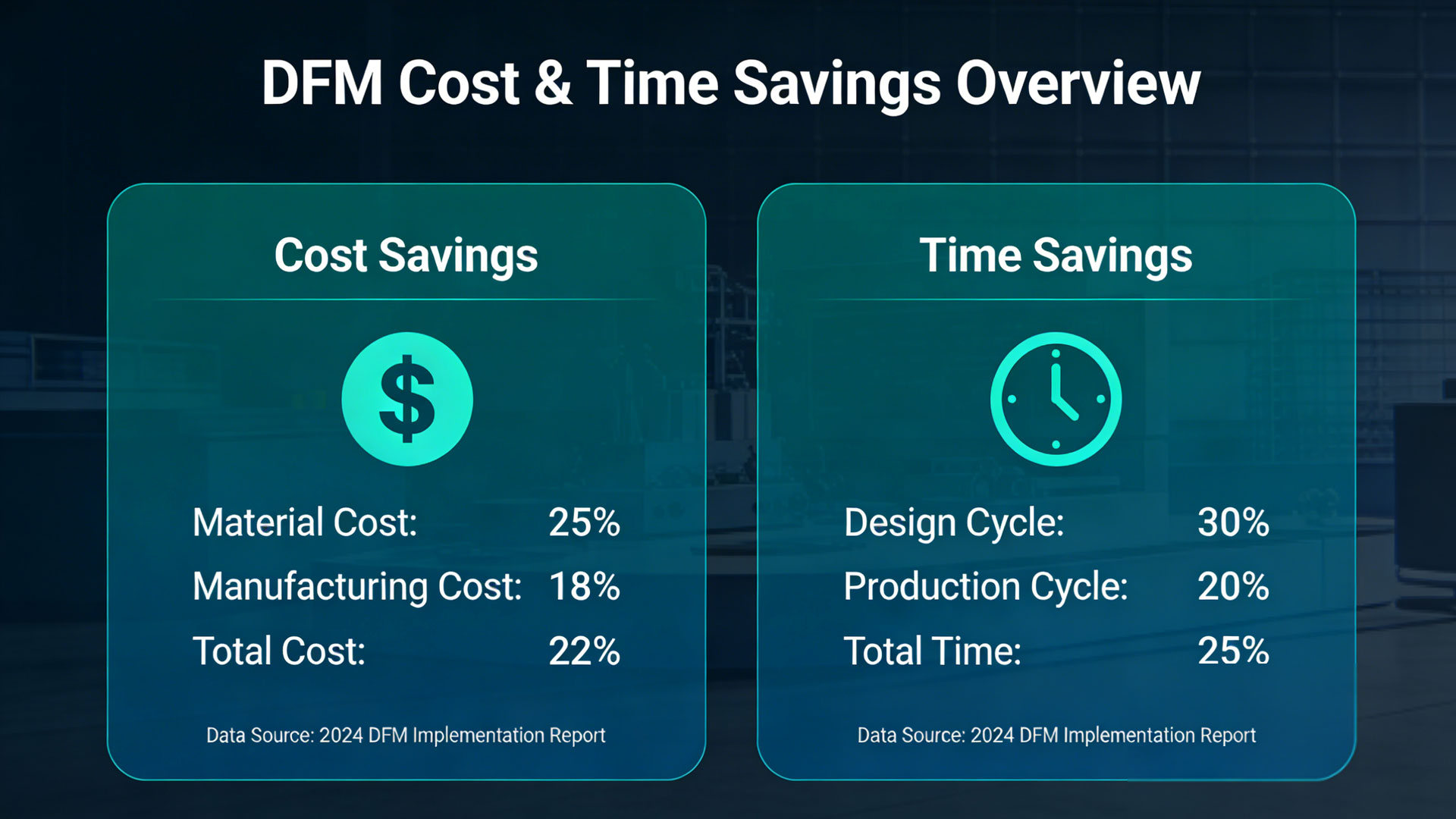
Diagramme des tendances d'impact de la participation précoce du DFM sur le coût total du projet et le calendrier
Nous recommandons que la R& L ' équipe D considère que les experts de fabrication des fournisseurs sont < < partenaires de conception collaborative" et les impliquer dès la finalisation du concept de produit et les étapes de conception détaillées. Une brève réunion du DFM ou un examen du tirage peut éviter que les coûts et risques potentiels dépassent de loin l'investissement. À l'avenir, avec le développement de la numérisation et de l'intelligence, le logiciel d'inspection DFM et les bases de connaissances partagées dans le cloud rendront cette collaboration plus fluide et plus efficace. Cependant, indépendamment de son évolution, le concept de base reste inchangé :Le meilleur contrôle des coûts se produit avant la création du premier dessin.
Prêt à transformer votre fichier CAD en pièce personnalisée? Téléchargez votre design pour obtenir un devis gratuit et précis.
Demandez Votre Devis


