





Fraisage de précision ±0.01mm pour les composants en aluminium 6061
Publié le mercredi 04. mars 2026
Guide du contenu :Pour atteindre une précision de ±0,01 mm dans l'usinage de l'aluminium 6061, il faut un système complet, pas seulement une machine de précision. Explorez notre cadre technique éprouvé couvrant des machines-outils à haute rigidité, un environnement contrôlé stable aux microns, des outillages spécialisés, des mesures intégrées en cours de processus et un entraînement de données
Dans des domaines de pointe tels que l'aérospatial, l'optique de précision et les équipements semi-conducteurs, la précision des composants structurels détermine directement les performances finales et la fiabilité d'un système. La bande de tolérance de ± 0,01 mm (c'est-à-dire 10 microns) est le seuil critique qui distingue l'usinage classique de l'usinage ultra-haute précision. Pour l'alliage d'aluminium 6061 largement utilisé, derrière son excellente usinabilité se cachent également les risques de perte de précision à une échelle microscopique causée par des facteurs tels que les forces de coupe, la déformation thermique et les vibrations. Il est loin d ' être possible d ' atteindre cet objectif en disposant simplement d ' un < < machine-outil de précision" il s ' agit d ' un projet systématique couvrant toute la chaîne de < < machine-outil - environnement - outillage - processus - mesure. " Cet article fournit une analyse panoramique du système de soutien technique complet et pratiquement vérifié que nous avons construit pour atteindre une fraisage ultra-haute précision de ±0,01 mm pour les composants structurels en alliage d'aluminium 6061.
1. La Fondation: Une plateforme de machine-outil avec une rigidité élevée et des performances dynamiques élevées au-delà des normes
La machine-outil est la base de la précision. Pour répondre à l'exigence de précision de ±0,01 mm, nous renonçons à l'équipement à usage général et optons pour des centres d'usinage verticaux ou horizontaux spécialement conçus pour l'usinage de précision. Leurs caractéristiques principales sont la rigidité structurelle extrême et la stabilité thermique. Les composants de base tels que le lit et la colonne sont fabriqués en fonte ou en béton polymère de haute qualité, avec une disposition de nervure optimisée grâce à l'analyse des éléments finis pour obtenir une raideur statique et dynamique exceptionnellement élevée, supprimant ainsi les chateaux de coupe. Les guides linéaires utilisent un système de guidage à rouleaux réglable à précharge et à haute rigidité, tandis que les servo-entraînements sont équipés d'encodeurs linéaires à haute résolution pour assurer un contrôle complet en boucle fermée, avec une précision de positionnement supérieure à 0,003 mm et une répétibilité constante à 0,002 mm. La broche, en tant qu'unité de puissance centrale, doit être une broche motorisée intégrée caractérisée par une vitesse de rotation élevée (jusqu'à 20 000 tr/min ou plus), une faible croissance thermique et une excellente précision de débit radial et axial (généralement inférieure à 0,002 mm). Simultanément, la machine-outil est équipée d'un système de compensation thermique intelligent qui surveille la température des pièces clés comme la broche, la vis à bille et les roulements en temps réel et effectue une compensation dynamique de décalage à travers le système CNC, contrôlant l'erreur de déformation thermique propre de la machine à la source.

Centre d'usinage de précision à haute rigidité équipé de contrôle complet en boucle fermée et de système de compensation thermique
II. Barrière: Créer et protéger un environnement stable à micro-échelle
Lorsque la précision d ' usinage atteint le niveau du micron, les facteurs environnementaux changent d ' être < < fond" à " acteurs principaux. " Nous sommes très conscients que même une fluctuation de température de 0,5°C ou une légère brise suffit pour rendre une cible de précision de 0,01 mm inaccessible. Par conséquent, nous avons établi un atelier propre indépendant à température constante et humidité constante. La température est strictement contrôlée à 20 ° C ± 0,5 ° C (atteignant ± 0,1 ° C sous des exigences spécifiques), et l'humidité est maintenue à 50% ± 5%, pour éliminer au maximum la dérive dimensionnelle dans les pièces de travail, les outils de coupe, les outils de mesure et les machines-outils causées par l'expansion et la contraction thermiques. La fondation de l'atelier est traitée pour l'isolation des vibrations, la protégeant des vibrations extérieures. Parallèlement, un système de purification de l'air maintient la propreté, empêchant les poussières fines d'affecter la précision de mesure et d'assemblage. Avant l ' usinage, les pièces doivent subir un examen approfondi > > stabilisation de la température " processus pendant plus de 24 heures dans l'atelier à température constante, s'assurant que leur température interne correspond pleinement à l'environnement d'usinage. C'est une condition préalable pour garantir la stabilité dimensionnelle.

Atelier d'usinage à température constante avec contrôle précis de température/humidité et fondation isolée contre les vibrations
III. L'outil pointu: outils et systèmes de support d'outils pour la précision au niveau du micron
L ' outil de coupe est le < < nib" qui interagissent directement avec le matériel. Pour obtenir une fraisage efficace et précise de l'alliage d'aluminium, nous utilisons des outils en carbure à grains ultrafins ou revêtus de diamant, assurant une netteté et une résistance à l'usure au niveau microscopique. Le niveau d'équilibre dynamique des outils atteint G2,5 ou plus, minimisant les vibrations causées par la force centrifuge lors de la rotation à grande vitesse. Le système de porte-outils est encore plus critique, c ' est le < < pont > > reliant la broche et l'outil, et sa précision de connexion détermine directement la précision réelle de l'axe de rotation de l'outil. Nous utilisons complètement des porte-outils thermorétractables ou des porte-outils hydrauliques. Les supports d'outils thermorétractables offrent une rigidité de serrage radial extrêmement élevée et une précision de positionnement répétable (≤0,003mm) grâce à un processus de chauffage précis pour l'expansion et de refroidissement pour la contraction. En combinaison avec des préréglages d ' outils de haute précision, nous pouvons introduire avec précision les valeurs de compensation de longueur et d ' écoulement radial de chaque outil dans le système CNC, assurant un degré élevé d ' unité entre < < commande" et < < exécution. "
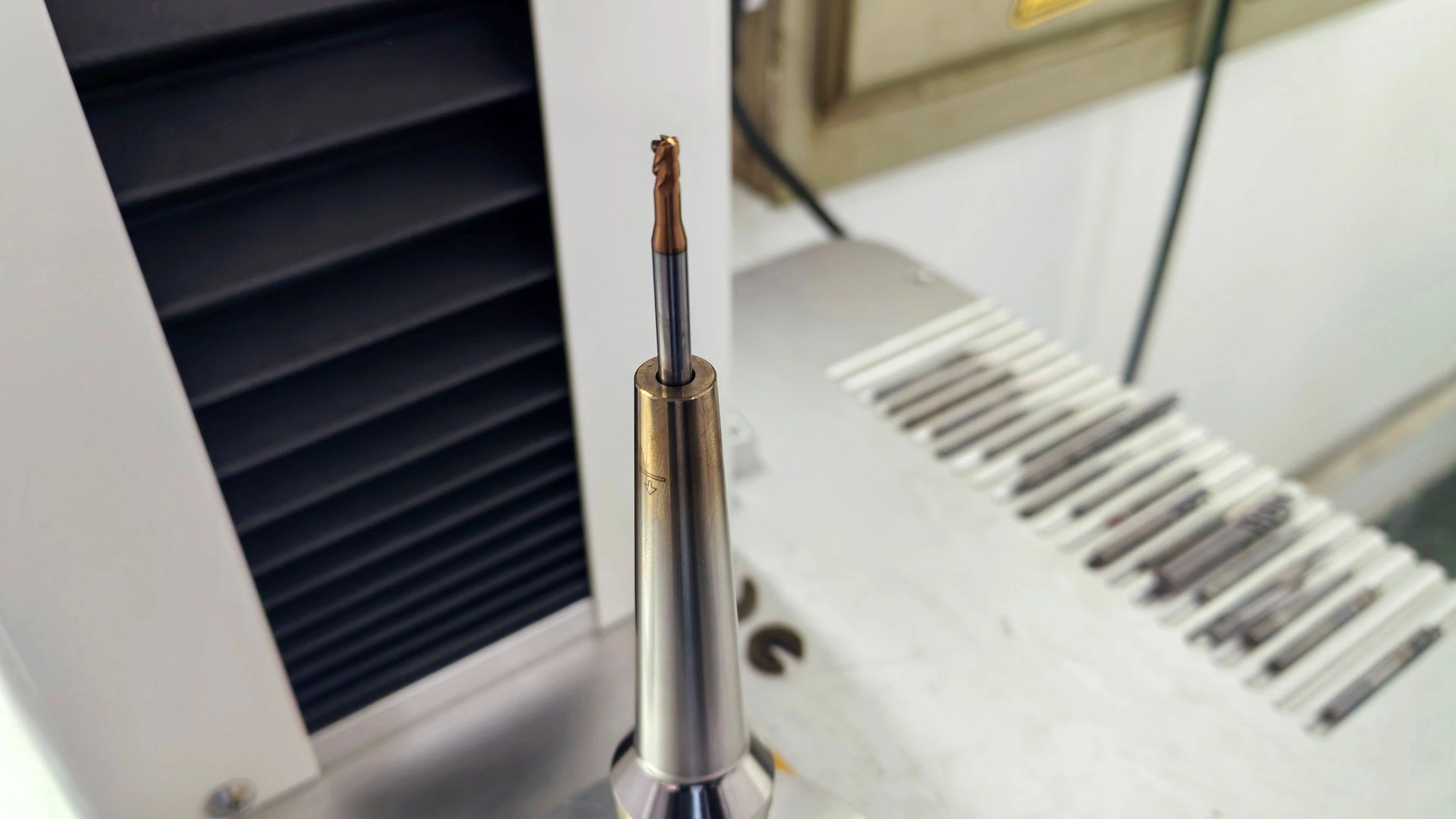
Porte-outils thermorétractables de haute précision et processus d'inspection de l'équilibrage dynamique de l'outil
IV. Le point de référence : Mesure en ligne et compensation intelligente tout au long du processus
" Pas de mesure, pas de précision. " Notre philosophie est d'intégrer profondément la mesure dans le flux de travail d'usinage. Premièrement, des sondes de contact de haute précision sont intégrées dans les machines-outils. Avant l'usinage, le système de coordonnées de la pièce est calibré automatiquement et réglé pour éliminer les erreurs de serrage. Pendant l'usinage, les caractéristiques clés peuvent être mesurées à mi-processus, et les valeurs de compensation de l'outil sont ajustées en temps réel en fonction des données de mesure réelles pour contrer les erreurs dues à l'usure de l'outil. Après l'usinage, une inspection finale sur la machine est effectuée pour générer un rapport préliminaire. Pour les dimensions et les tolérances géométriques ayant des exigences plus élevées, la pièce est transférée à des machines de mesure de coordonnées (CMM) de plus grande précision ou à des scanners laser pour une inspection finale. Les données sont transmises au département d'ingénierie de processus pour optimiser les paramètres de processus. Ce système de contrôle de la qualité en boucle fermée de < < inspection en ligne + re-inspection hors ligne" veille à ce que chaque sortie soit dans un état précis et contrôlé, allant au-delà du simple > > conformité probabilistique. "

Sonde intégrée à la machine effectuant une mesure automatique pendant le processus d'usinage
V. L’âme : conception rigoureuse, scientifique et axée sur les données
L'efficacité de tout le matériel est en fin de compte intégrée et activée par la planification scientifique des processus. Pour les pièces en alliage d ' aluminium de haute précision 6061, nous adhérons au principe de < < progression étape par étape, approximation progressive. " Le flux de processus est méticuleusement divisé en: Rough Machining (enlèvement rapide des matériaux, laissant une allocation de finition uniforme) → Usinage semi-fini (correction supplémentaire de la déformation, création de conditions stables pour la finition) → Traitement de stabilisation (soulagement du stress par le vieillissement ou traitement cryogénique si nécessaire) → Finish Machining (en utilisant des paramètres de profondeur de coupe peu profonde, vitesse de broche élevée et taux d'alimentation modéré pour poursuivre la qualité de surface et la précision dimensionnelle) → Ultra-Finish Machining (polissage final des caractéristiques critiques). Au stade de la programmation, nous utilisons un logiciel CAM avancé, employant des stratégies telles que l'entrée en spirale, le lissage des contours et l'optimisation du chemin d'outillage pour assurer un processus de coupe stable avec une charge constante. Les solutions de maintien de travail sont spécialement conçues en utilisant des dispositifs de précision ou des dispositifs modulaires pour minimiser la déformation de serrage tout en garantissant la rigidité et en respectant le principe de < < Unification des données. "
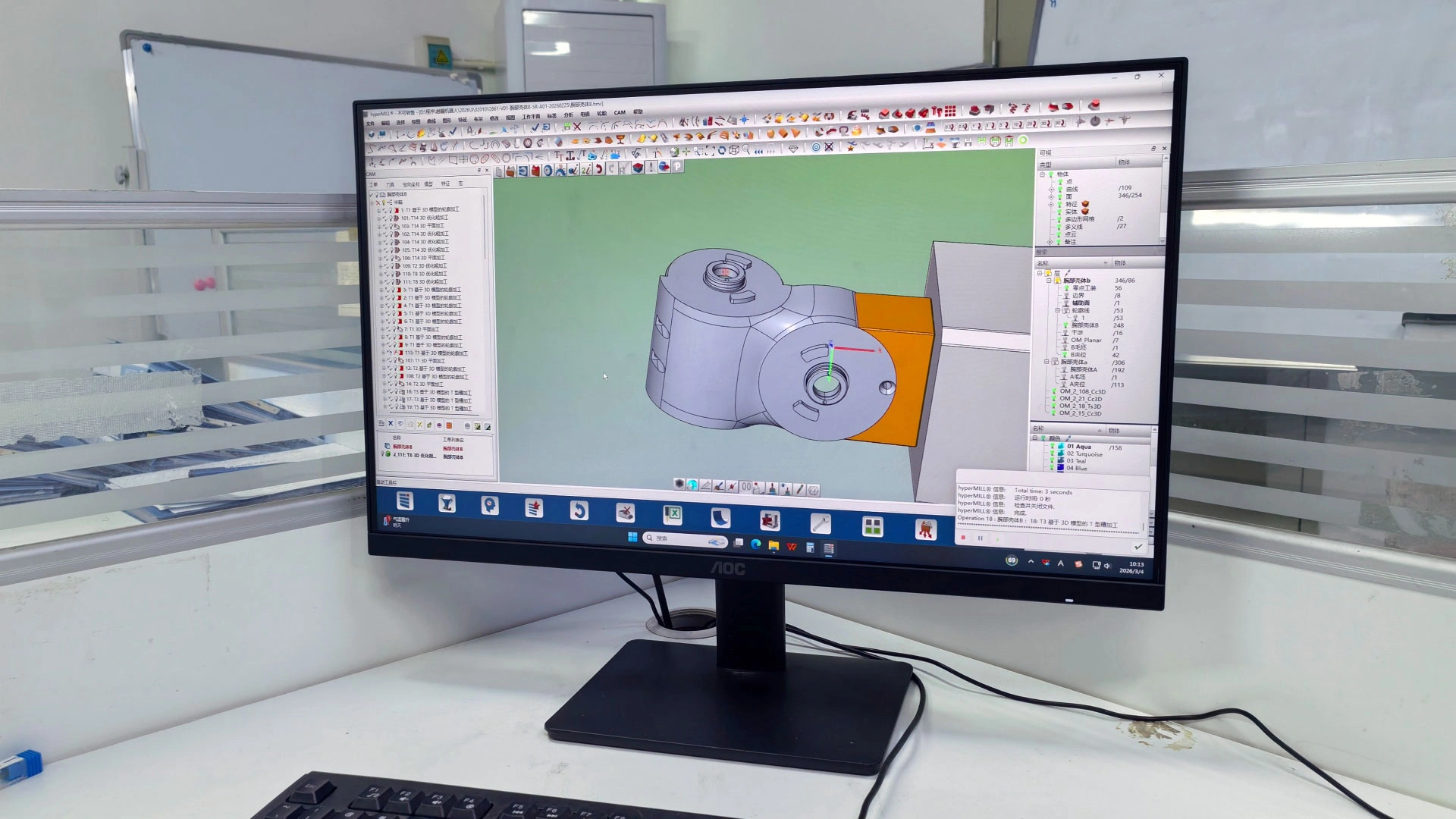
Diagramme schématique de la planification progressive de la trajectoire du processus, de la rugosité à l'ultrafinition
Résumé et perspectives
Défier le pic de précision de ±0,01 mm est un test complet des capacités techniques, de gestion et de contrôle des détails. Il nous faut passer d'une étape de fabrication isolée à un système intégré comprenant l'ingénierie mécanique de précision, l'ingénierie environnementale, la science des matériaux, la technologie de mesure et le contrôle numérique. La solution que nous avons construite - avec des machines-outils à haute rigidité et à température constante comme fondation, un environnement stable et propre comme barrière, des outils de précision et des porte-outils comme instruments, la mesure et la compensation en ligne comme référence et des flux de processus rigoureux comme âme - est la pratique concrète de cette philosophie systématique.
Nous sommes fermement convaincus que ce n ' est qu ' en identifiant, en contrôlant et en compensant chaque variable susceptible d ' avoir un impact sur le 0,01 mm final que nous pouvons transformer un < < promesse" dans un " partie physique fiable " entre les mains de nos clients. Face à des défis de précision encore plus rigoureux à l'avenir, nous continuerons à approfondir notre exploration dans des domaines tels que la recherche sur les mécanismes de micro-coupe, la compensation adaptive intelligente et la traçabilité complète des données de la chaîne de fabrication, en nous efforçant de devenir votre partenaire le plus fiable dans le domaine de la fabrication de composants structurels de haute précision.
Prêt à transformer votre fichier CAD en pièce personnalisée? Téléchargez votre design pour obtenir un devis gratuit et précis.
Demandez Votre Devis


