





Guía de inspección de calidad de piezas mecanizadas PEEK: Estándares y Métodos
Publicado el miércoles 25. Marzo 2026
Guía de contenido:Inspección maestra de piezas PEEK con esta guía esencial para el mecanizado rugoso (±0,1 mm). Aprende la compensación de temperatura crítica para la precisión dimensional, los criterios clave de defecto visual para las marcas de fusión y rebaras, y validación especial para el rendimiento químico/eléctrico.
Esta especificación tiene como objetivo proporcionar una guía clara para la inspección de calidad de piezas mecanizadas de precisión hechas de material PEEK (polieteretercetona). Como plástico de ingeniería especializado de alto rendimiento, las propiedades físicas del PEEK (como el alto coeficiente de expansión térmica y la textura relativamente suave) difieren significativamente de las de los metales, lo que requiere estándares de inspección especialmente adaptados. Este documento se centra en la etapa de mecanizado áspero (tolerancia ± 0,1 mm), se dirige a los operadores de primera línea y define los requisitos clave de inspección desde las dimensiones y la apariencia hasta las propiedades especiales, asegurando que las piezas cumplan con las necesidades de aplicación posteriores.
1. Especificación de medición dimensional y compensación de temperatura
El coeficiente de expansión térmica para el material PEEK (aproximadamente 4,7 x 10) ⁻⁵ / °C) es mucho más alto que el de los metales (por ejemplo, acero aproximadamente 1,2×10 ⁻⁵ /°C). Las fluctuaciones en la temperatura ambiente afectan significativamente a los resultados de medición, lo que hace que la compensación de temperatura sea esencial.
1.1 Requisitos del entorno de medición
Las mediciones deben llevarse a cabo en una habitación de temperatura constante, con una temperatura ideal de 20 ± 2 ° C. Las piezas deben permanecer en reposo en este entorno durante al menos 4 horas antes de la medición para equilibrar completamente su temperatura con el entorno de medición.
1.2 Método de compensación de temperatura
Si la temperatura ambiente de medición (T) se desvía de la norma de 20°C, la dimensión medida (L_medida) debe compensarse. La fórmula para calcular la dimensión compensada (L_standard) es:L_standard = L_medido × [1 - 4.7×10] ⁻⁵ × (T - 20)]Por ejemplo, una pieza medida de 100,00 mm de longitud a 25°C tendría una longitud estándar a 20°C de aproximadamente 99,98 mm. Los operadores deberían utilizar herramientas de medición equipadas con sensores de temperatura y funciones de compensación automática o aplicar una corrección manual basada en la fórmula anterior.

Medida dimensional de una pieza PEEK en un entorno de temperatura constante
II. Criterios de aceptación para la clasificación de defectos de apariencia
El PEEK es propenso a defectos de apariencia característicos durante la fresadora. Los criterios de juicio son los siguientes:
1. Marcas de fusión y blanqueamiento
Causado por fusión localizada o cambios de cristalinidad debido al excesivo calor de mecanizado. Criterio de aceptación:Se permiten manchas de blanqueamiento ligeras y dispersas o marcas de fusión minusculas (diámetro ≤ 0,5 mm), con no más de 3 ocurrencias por 100 mm².No se permiten marcas de fusión o carbonización continuas o de gran área.
2. Exposición a la fibra (para PEEK reforzado con fibra de carbono/vidrio)
El mecanizado hace que las fibras de refuerzo se expongan. Criterio de aceptación:Se permiten puntos finales de fibra expuestos individuales (longitud ≤ 0,3 mm), pero no se permiten agrupaciones, parches, pelado o levantamiento de fibras.
3. Burras
Criterio de aceptación:Se permiten rebajas ligeras que no son afiladas al tacto (altura ≤ 0,05 mm) en todos los bordes afilados.Las rebajas en las superficies críticas de montaje o sellado deben eliminarse completamente.
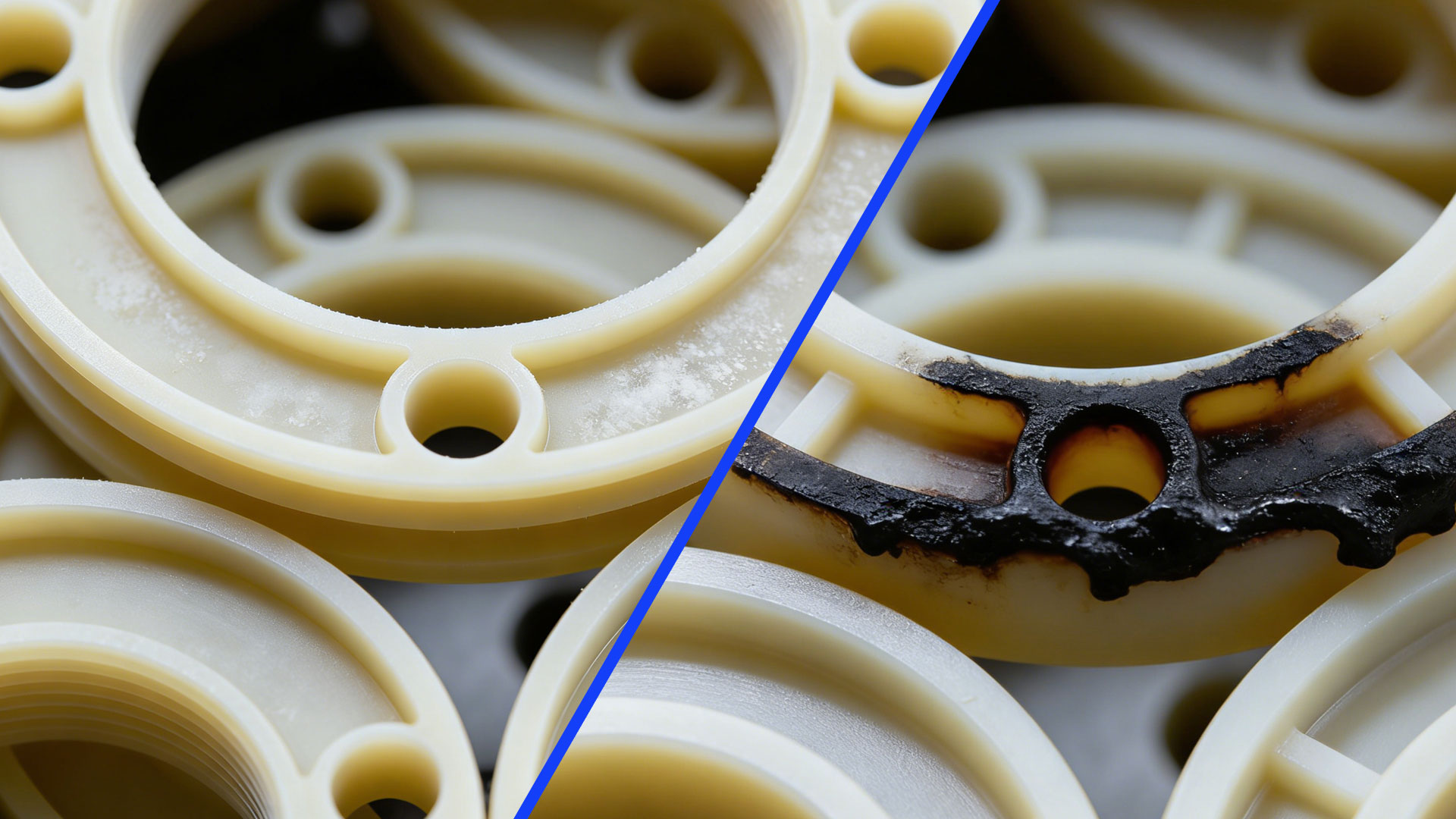
Defecto de apariencia PEEK (fundición y blanqueamiento) Ejemplos de juicio
III. Validación especial del rendimiento para aplicaciones críticas
Dependiendo del uso final de la pieza, pueden requerirse los siguientes elementos de validación:
1. Validación de resistencia química
Si la pieza entrará en contacto con productos químicos específicos (por ejemplo, aceite de motor, disolventes ácidos/alcalinos), se requieren pruebas de inmersión. Método: Procesar piezas de prueba del mismo lote de material, sumergirlas en el medio químico especificado a la temperatura especificada durante la duración especificada, y luego inspeccionar la tasa de cambio de peso, cambio dimensional y agrietamiento o disolución de la superficie. Las tasas de cambio deben cumplir con los requisitos de dibujo o acuerdo técnico.
2. Prueba de rendimiento de aislamiento
Para las piezas utilizadas en aislamiento eléctrico, se requieren pruebas de resistencia al aislamiento o resistencia a la tensión. Usando un probador de resistencia de aislamiento, mide el valor de resistencia bajo la distancia y el voltaje del electrodo especificados (por ejemplo, 500VDC). Por lo general, se requiere una resistencia de aislamiento ≥ 1×10¹² Ω. La prueba de tensión de resistencia aplica alta tensión de acuerdo con las normas de seguridad para comprobar si hay averías.

Prueba de validación del rendimiento del aislamiento de piezas PEEK
IV. Resumen y puntos clave
El núcleo de la inspección de los componentes PEEK consiste en " inspección adaptada al material ":Las mediciones dimensionales deben tener en cuenta la temperatura ambiente y aplicar una compensación; La inspección de defectos visuales debe centrarse en problemas de sobrecalentamiento y manipulación de fibras; La validación de propiedades especiales debe estar estrechamente vinculada a los escenarios de aplicación reales.Durante la inspección, los operadores deben adherirse estrictamente a esta especificación y a los requisitos específicos de dibujo, documentando y reportando cualquier anomalía. La inspección estandarizada garantiza efectivamente la fiabilidad de las piezas de PEEK mecanizadas con precisión, cumpliendo con las demandas de aplicación en campos de gama alta como semiconductores, dispositivos médicos y aeroespaciales.
¿Listo para transformar su archivo CAD en una pieza personalizada? Sube tu diseño para obtener una cotización precisa y gratuita.
Solicita Tu Presupuesto


