





Mecanizado de aluminio 6061: Simplificar el diseño para reducir costos
Publicado el jueves 19. Marzo 2026
Guía de contenido:Optimizar los costos de la pieza de aluminio 6061 & Acelerar el tiempo de comercialización con DFM experto. Esta guía para R& Los ingenieros de D revelan cómo la colaboración temprana con los proveedores analiza el diseño para la fabricabilidad, la optimización de la estructura, las tolerancias y características para cortar material, mano de obra & rendimiento de los costos al tiempo que se garantiza el rendimiento. Lea
En el campo ferozmente competitivo del desarrollo de productos, controlar los costos y acelerar el tiempo de comercialización son desafíos perpetuos. Para las piezas de aleación de aluminio 6061 ampliamente utilizadas en aeroespacial, electrónica de consumo, equipos de automatización y otros sectores, su costo final se determina en gran parte temprano en los dibujos CAD de I+amp; D ingenieros. El proceso lineal tradicional de " diseño-liberación-fabricación " a menudo conduce a diseños que encuentran dificultades de mecanizado, costos en aumento y retrasos en la entrega debido a una consideración insuficiente de las restricciones de fabricación. Este artículo tiene como objetivo proporcionar R& D ingenieros y tomadores de decisiones de proyectos con un análisis en profundidad de cómo los proveedores profesionales de mecanizado, durante la fase inicial de diseño del producto, pueden optimizar la estructura, las tolerancias y las características de las piezas de aluminio 6061 en la fuente a través del análisis sistemático de Diseño para la Fabricabilidad (DFM). Este enfoque logra una reducción integral en los costos relacionados con el material, la mano de obra y el rendimiento al tiempo que garantiza el rendimiento.
I. DFM: Diseño y fabricación de puentes
Diseñar para la fabricabilidad no es simplemente hacer un diseño " . Fácil de maquinar. " Es una metodología de ingeniería sistemática que, bajo la premisa de garantizar la función, calidad y fiabilidad del producto, optimiza el diseño para simplificar los procesos de fabricación, reducir los costos de producción y mejorar la eficiencia de la producción. Para el fresado de aluminio 6061, el núcleo de DFM radica en una profunda comprensión de las propiedades del material (como una buena mecanizabilidad y resistencia moderada), las capacidades de la máquina herramienta (como la precisión dinámica, la interferencia de la herramienta) y la economía del mecanizado (como los tiempos de configuración, el desgaste de la herramienta). La participación temprana de los proveedores profesionales inyecta precisamente este lado de la fabricación " . activo de conocimiento " en la fase de diseño, evitando costosos retoques de diseño.
Comparación esquemática de una pieza antes y después de la optimización DFM
II. Estrategias clave de DFM y estudios de caso para fresar piezas de aluminio 6061
Lo siguiente combina casos específicos para explicar las recomendaciones básicas de DFM para procesos de fresado bajo requisitos generales de precisión (±0,05 mm).
1. Optimización estructural: Reducción de material y volumen de mecanizado
Estrategia:En áreas de carga no críticas, reemplazar estructuras sólidas y voluminosas con secciones huecas, bolsillos de reducción de peso y costillas de refuerzo. Esto no solo ahorra materias primas costosas, sino que también reduce significativamente el tiempo de fresado y el desgaste de la herramienta.
Estudio de caso:Una placa de aluminio utilizada para un soporte de equipo se diseñó inicialmente como una placa sólida de 50 mm de grosor, que requiere solo unos pocos orificios de montaje para ser mecanizados. El análisis de DFM reveló que su función principal era proporcionar superficies de montaje y resistencia de conexión. Después de la optimización, al tiempo que se aseguraba el grosor de las superficies de montaje y la resistencia de los puntos de conexión clave, el interior se huecó en una estructura de cavidad reforzada con costillas. El peso total se redujo en más del 40%, disminuyendo proporcionalmente los costos de materiales y el tiempo de mecanizado bruto.
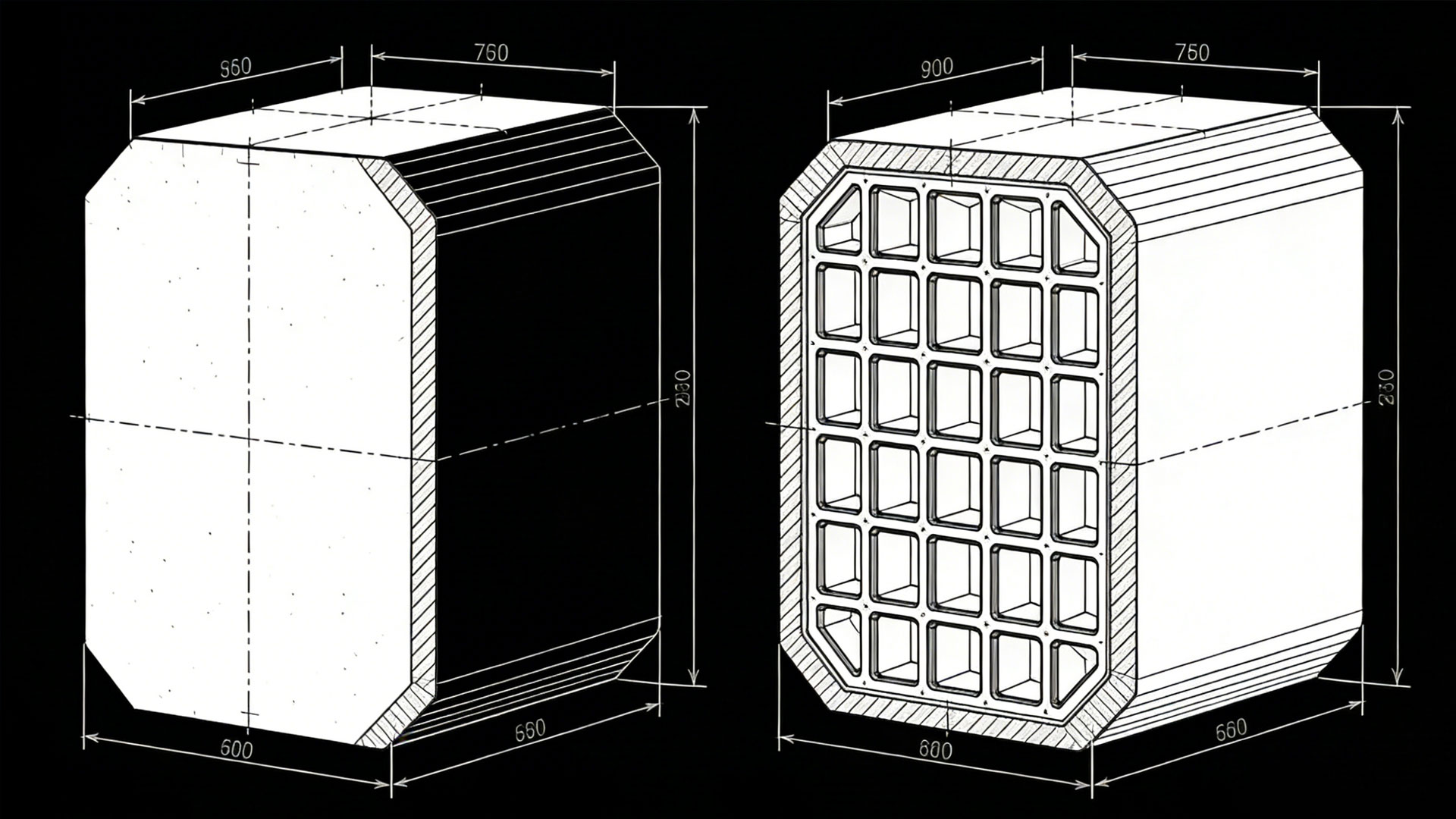
Lograr un peso ligero a través del hueco interno y el diseño de costillas
2. Simplificación de la característica: Evitar desafíos innecesarios de mecanizado
Estrategia:Simplifique o modifique características que requieran herramientas especiales, procesos no estándar o máquinas herramientas de extrema precisión.
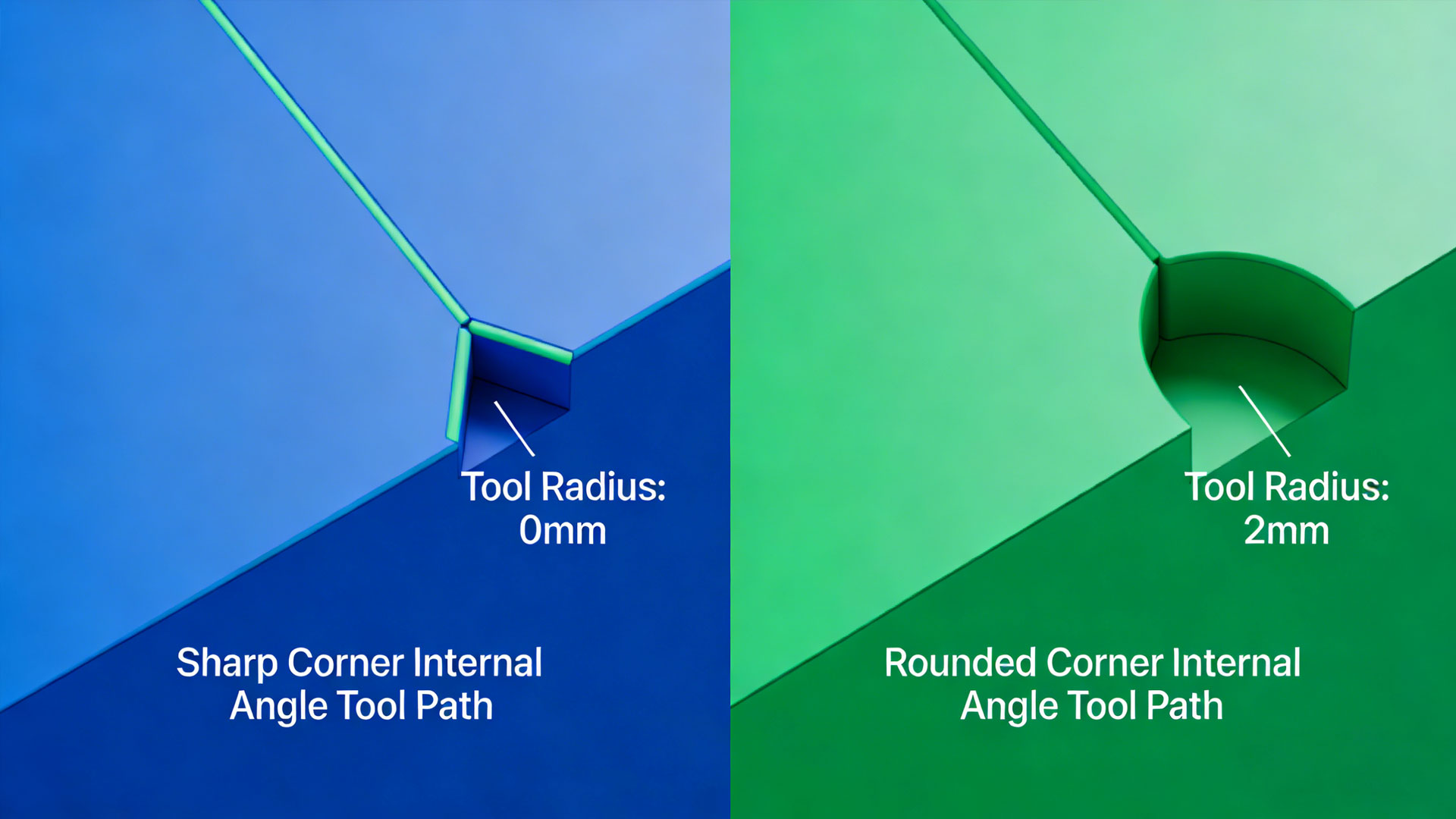
Caso A (Esquinas Internas):Las esquinas verticales internas en un diseño, si requieren esquinas afiladas, requieren el uso de herramientas de diámetro muy pequeño, lo que resulta en una baja eficiencia de mecanizado y un alto riesgo de rotura de la herramienta. DFM recomienda añadir un radio (por ejemplo, R3 o mayor) a todas las esquinas internas, coincidiendo con los diámetros comunes del molino extremo. Esto permite el uso de herramientas de mayor diámetro y velocidades de alimentación más altas para el mecanizado de contornos, potencialmente mejorando la eficiencia varias veces.
Caso B (Bolsillos profundos/ranuras estrechas):Diseñar una ranura estrecha con una profundidad superior a 50 mm y una anchura de solo 4 mm requiere herramientas personalizadas y no estándar con una relación longitud-diámetro extremadamente alta. Esto conduce a conversaciones severas, dificultades para mantener la precisión y costos muy altos. DFM sugiere consultar con el ingeniero para ver si, funcionalmente permisible, la anchura de la ranura se puede aumentar a 6 mm o más (que coincida con los diámetros estándar de la herramienta) o cambiar a un diseño de ranura poco profunda segmentada. Esto permite inmediatamente el uso de herramientas estándar, mejorando significativamente la estabilidad del mecanizado y la rentabilidad.
3. Racionalización de la tolerancia: equilibrio entre el rendimiento y el costo de fabricación
Estrategia:Evaluar rigurosamente la necesidad de cada tolerancia dimensional. Relaja las tolerancias para dimensiones de ajuste no críticas a un rango de precisión económico (por ejemplo, ± 0,1 mm o más amplio), reservando tolerancias ajustadas (± 0,05 mm o más estrictas) solo para superficies funcionales clave. Apertar una tolerancia en un grado a menudo requiere añadir operaciones de acabado, reducir las velocidades de alimentación o requerir configuraciones secundarias, lo que conduce a un aumento exponencial en el costo.
Estudio de caso:Para una carcasa de aluminio, todas las dimensiones externas se especificaron inicialmente como ±0,05 mm. El análisis de DFM reveló que solo la ranura de sellado e interfaces de montaje principales requerían esta precisión para un montaje adecuado. Las tolerancias para las superficies estéticas restantes que no coinciden podrían relajarse a ±0,15 mm. Este ajuste permitió completar la mayor parte del perfil utilizando estrategias de fresado de rugosidad y semi-acabado más eficientes, ahorrando aproximadamente un 25% en el tiempo de mecanizado.
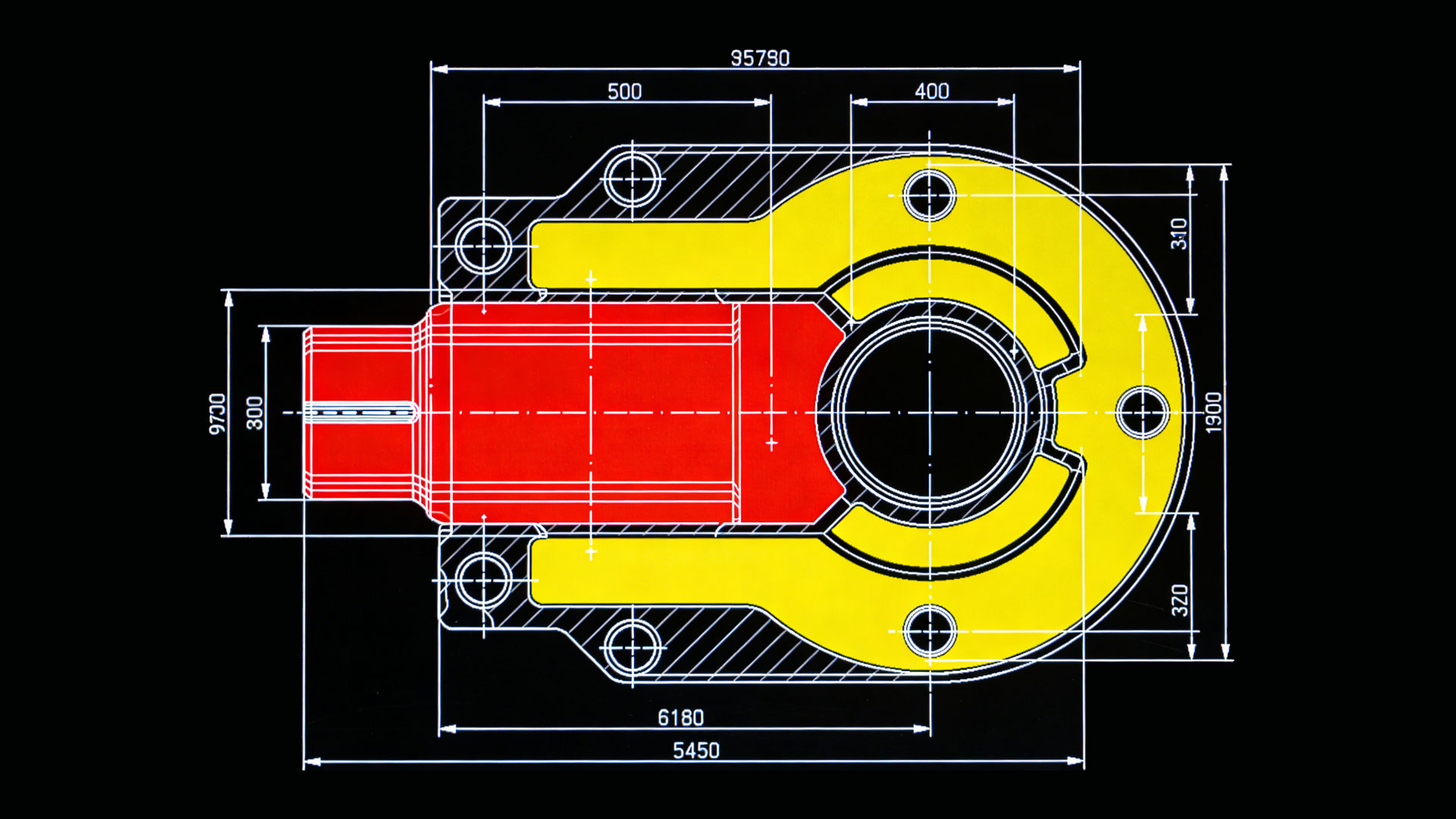
Identificación y diferenciación de zonas de tolerancia clave y no clave
4. Fijación y diseño de fecha: sentando las bases para una producción eficiente
Estrategia:Considere el método de fijación de la pieza en la mesa de la máquina herramienta durante la fase de diseño. Proporcionar superficies de sujeción amplias y planas y disponer múltiples características en la misma orientación de configuración cuando sea posible para minimizar los volteos de la pieza. Definir claramente las fechas de diseño y alinearlas con las fechas de mecanizado.
Estudio de caso:Una pieza que requería mecanizado en cinco caras originalmente carecía de bosses de sujeción claros o lengüetas sacrificiales, lo que requería accesorios personalizados complejos o configuraciones múltiples. Las recomendaciones de DFM incluyeron la adición de varios pequeños jefes de proceso no funcionales en áreas no críticas para servir como superficies de sujeción, lo que permitió que todas las características críticas se mecanizaran en dos configuraciones. Estos jefes se retiraron fácilmente después del mecanizado. Este cambio redujo el número de configuraciones de cinco a dos, mejorando significativamente la consistencia y la eficiencia.
III. Resumen y perspectivas
El análisis anterior demuestra que la optimización del costo total de fresar piezas de aluminio 6061 es un esfuerzo de ingeniería sistemático que comienza en la etapa de diseño. El servicio DFM proporcionado por proveedores profesionales de mecanizado esencialmente traduce la experiencia de fabricación, las limitaciones y las consideraciones económicas en recomendaciones específicas y aplicables de optimización del diseño. Su valor básico se refleja en:reducir el consumo de material, reducir el tiempo de mecanizado y los costos de herramientas, mejorar el rendimiento de primera pasada y acortar el ciclo de entrega global.
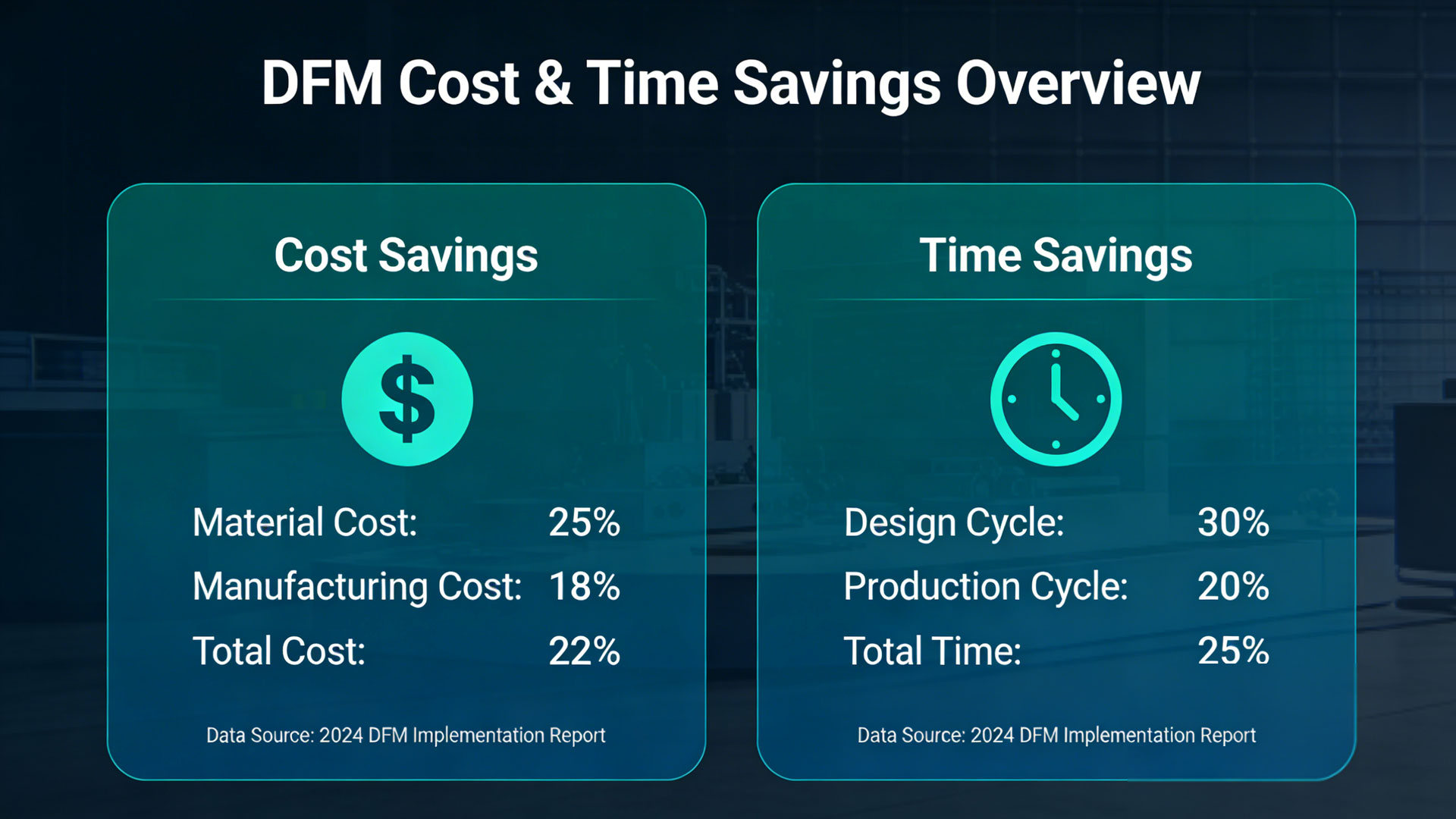
Gráfico de tendencias de impacto de la participación temprana de DFM en el costo total del proyecto y la línea de tiempo
Recomendamos que la R& El equipo D considera que los expertos en fabricación de los proveedores son " socios de diseño colaborativo" y involucrarlos desde la finalización del concepto del producto y las etapas de diseño detalladas. Una breve reunión de DFM o revisión de dibujos puede evitar que los costos y riesgos potenciales superen mucho la inversión. En el futuro, con el desarrollo de la digitalización y la inteligencia, el software de inspección DFM compartido en la nube y las bases de conocimiento harán que esta colaboración sea más fluida y eficiente. Sin embargo, independientemente de cómo evolucione, el concepto básico permanece sin cambios:El mejor control de costes ocurre antes de crear el primer dibujo.
¿Listo para transformar su archivo CAD en una pieza personalizada? Sube tu diseño para obtener una cotización precisa y gratuita.
Solicita Tu Presupuesto


