





Lograr ±0.01mm PEEK mecanizado: Guía de fresado de precisión
Publicado el martes 31. Marzo 2026
Guía de contenido:Lograr una precisión de ±0.01mm en el mecanizado de PEEK para medicina & La industria aeroespacial es un desafío sistemático. Esta guía detalla cómo las propiedades térmicas del PEEK (Tg, CTE) & La absorción de humedad afecta la precisión. Descubre la solución técnica completa: desde el recocido de alivio del estrés y el entorno climatizado
En campos de alta gama como la fabricación de dispositivos médicos, aeroespaciales y semiconductores, los requisitos para la precisión dimensional y la funcionalidad de los componentes de polímero de alto rendimiento se están volviendo cada vez más estrictos. La polieteretercetona (PEEK), con sus excepcionales propiedades mecánicas, resistencia química y biocompatibilidad, se ha convertido en un material crítico. Sin embargo, sus características físicas únicas presentan desafíos significativos para el mecanizado de precisión. Lograr tolerancias a nivel de micras de ±0,01 mm (10 micras) no es simplemente una cuestión de utilizar máquinas herramientas de alta precisión; Es un esfuerzo de ingeniería sistemático que abarca la ciencia de los materiales, la planificación de procesos, el control ambiental y la compensación de mediciones. Este artículo proporcionará un análisis en profundidad del impacto inherente de las propiedades del material PEEK en la precisión del mecanizado y elaborará sistemáticamente una solución técnica completa para los procesos de fresado para garantizar una precisión ultra alta.
1. Retos y mecanismos de las propiedades del material PEEK en la precisión del mecanizado
El PEEK no es un plástico común. Su estructura de polímero semicristalino da origen a las siguientes características clave que influyen directamente en la deformación de mecanizado y la estabilidad dimensional:
1.1 Temperatura de transición del vidrio (Tg ≈ 143 ° C) y efecto de ablandamiento térmico
El PEEK mantiene su rigidez por debajo de su temperatura de transición vítrea. Sin embargo, el calor de fricción localizado que se genera durante el fresado puede elevar la temperatura de la zona de mecanizado hasta acercarse a la Tg o incluso superarla, lo que provoca el ablandamiento del material. Bajo la presión de la herramienta, el material ablandado sufre un flujo plástico en lugar de una fractura frágil, lo que da lugar a la recuperación elástica, la desviación de la herramienta y la formación de rebabas. Esto afecta gravemente a la precisión del contorno y al acabado superficial. El control del calor de corte es el requisito previo fundamental para garantizar la precisión.
1.2 Alto coeficiente de expansión térmica (CTE, aproximadamente 30-50×10) ⁻⁶/°C)
El coeficiente de expansión térmica del PEEK es significativamente mayor que el de los metales (por ejemplo, el acero es de aproximadamente 11 x 10). ⁻⁶/°C). Menores fluctuaciones de temperatura durante el mecanizado pueden causar cambios dimensionales sustanciales. Por ejemplo, un componente de PEEK de 100 mm que experimenta un aumento de temperatura de 10°C podría expandirse en 30-50 micras de longitud, superando ya la banda de tolerancia de ±0,01 mm. Por lo tanto, la estabilidad de temperatura a lo largo de toda la cadena de proceso es crítica.
1.3 Absorción de humedad e hinchazón dimensional
Aunque el PEEK se considera un material de baja absorción de humedad, todavía absorbe una pequeña cantidad de humedad (la tasa de absorción de humedad saturada es de aproximadamente el 0,5%). La absorción hace que el material se hinche, aumentando sus dimensiones. Si el control de la humedad es inadecuado antes, después o durante el mecanizado, la pieza se encogerá gradualmente en un entorno seco posterior, lo que conduce a una salida dimensional final de tolerancia.
1.4 Anisotropía y estrés residual
Ya sea en piezas en bruto de PEEK moldeadas por inyección o impresas en 3D, la cadena molecular interna o la orientación cristalina exhiben anisotropía. Esto da como resultado diferencias en el coeficiente de expansión térmica y las propiedades mecánicas a lo largo de diferentes direcciones. Además, la liberación de tensiones residuales internas dentro de la pieza en bruto durante el mecanizado es uno de los factores principales que causan la deformación y deformación de la pieza.
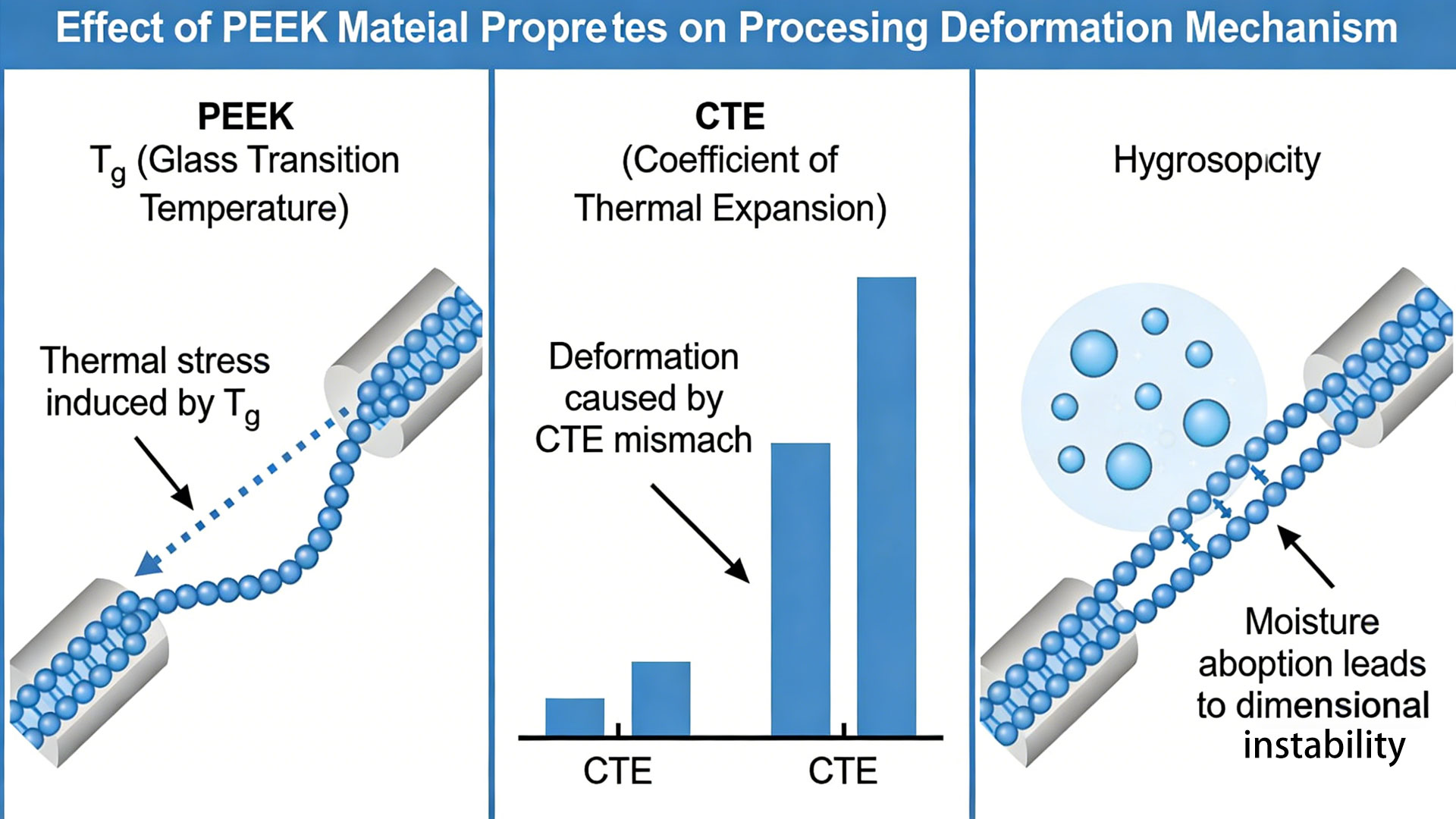
Diagrama esquemático del mecanismo de influencia de las propiedades del material PEEK (Tg, CTE, absorción de humedad) sobre la deformación de mecanizado.
2. Sistema integral de soporte técnico para alcanzar la precisión de ±0.01mm
Para hacer frente a los desafíos mencionados, es necesario establecer un sistema de apoyo técnico interconectado que abarque toda la cadena de " preprocesamiento en blanco → entorno de mecanizado → proceso de corte → monitoreo de procesos " .
2.1 Proceso de pre-liberación de estrés: sentar las bases para la estabilidad dimensional
Debe realizarse un tratamiento de alivio de la tensión suficiente sobre la pieza en blanco antes del mecanizado. Se recomienda un proceso de recocido por calentamiento gradual: calentar la pieza en bruto ligeramente por encima de su temperatura de transición vítrea (por ejemplo, 150-160°C), mantener durante una duración suficiente (típicamente 2-4 horas dependiendo del grosor de la sección transversal), y luego enfriar el horno a temperatura ambiente a una velocidad de enfriamiento extremadamente lenta (por ejemplo, 0,5-1°C por minuto). Este proceso elimina eficazmente las tensiones residuales internas, homogeneiza y estabiliza la estructura del material, reduciendo así la deformación de mecanizado en la fuente.
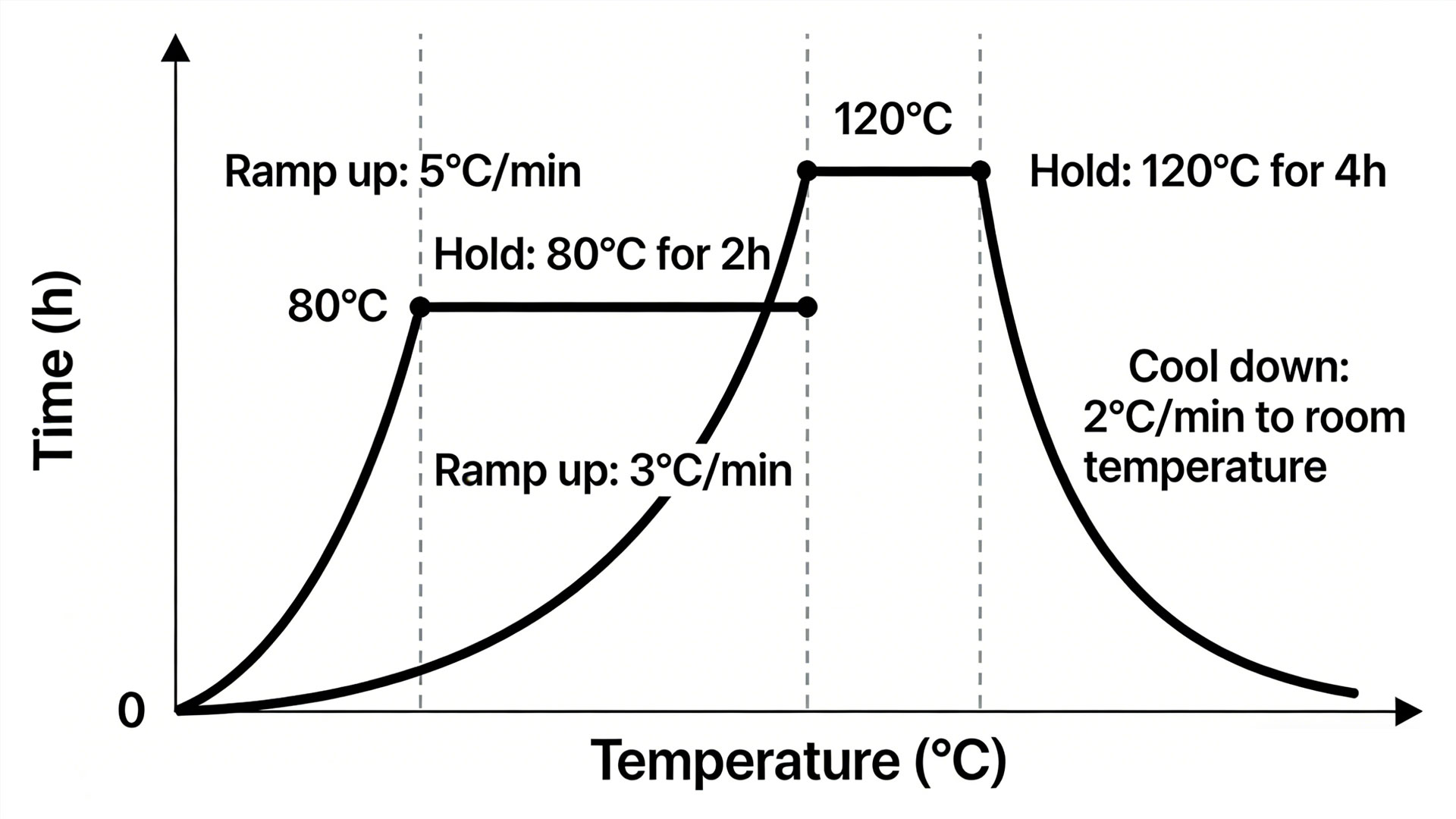
Curva del proceso de recocido para aliviar la tensión de piezas en bruto de PEEK
2.2 Control ambiental de temperatura y humedad constantes: Creación de un microclima de mecanizado estable
El mecanizado de precisión debe realizarse en una sala específica con temperatura y humedad constantes. La temperatura debe mantenerse a 20 ± 0,5 °C y la humedad relativa al 50 % ± 5 %. Antes del mecanizado, la pieza en bruto, las herramientas de corte, los accesorios y la propia máquina herramienta deben aclimatarse completamente a este entorno (por lo general, durante más de 24 horas). La temperatura del refrigerante también requiere un control preciso; se recomienda utilizar un sistema de refrigeración de temperatura constante para mantener las fluctuaciones de temperatura del fluido dentro de un margen de ±1 °C, minimizando en la mayor medida posible los efectos de la expansión y contracción térmicas.
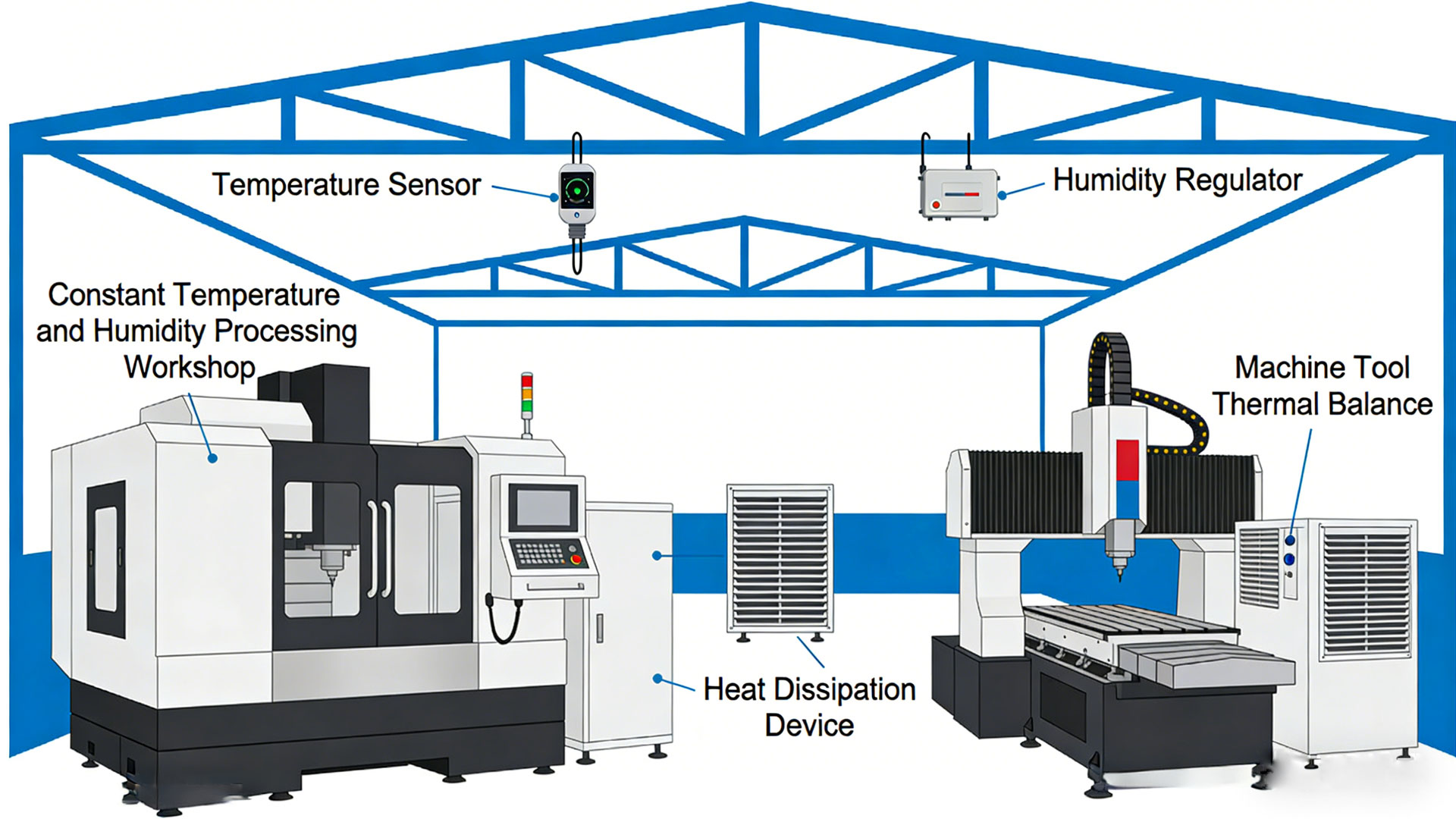
Diagrama esquemático de un taller de mecanizado a temperatura y humedad constantes y el equilibrio térmico de la máquina herramienta
2.3 Optimización de la geometría de la herramienta y estrategia de corte: control de la fuerza y el calor
• Selección de herramientasPriorizar los fresadores extremos de carburo sin revestir o revestidos de diamantes con bordes de corte afilados y un gran ángulo de rastrillo (10°-15°). Los bordes afilados reducen la compresión, y un gran ángulo de rastrillo reduce las fuerzas de corte y la generación de calor. El recubrimiento de diamante puede reducir significativamente el coeficiente de fricción, disminuyendo aún más la generación de calor.
• Parámetros geométricosEmplea un gran ángulo de hélice (35°-45°) para lograr un corte de cizallamiento suave y una evacuación eficiente de las virutas. Un radio pequeño de nariz de herramienta es beneficioso para mecanizar contornos finos.
• Parámetros de corteAdoptar una estrategia de fresado de alta velocidad caracterizada por " alta velocidad del husillo, pequeña profundidad de corte y velocidad de alimentación moderada" La alta velocidad del husillo (por ejemplo, 10.000-30.000 rpm) reduce la carga por diente. La pequeña profundidad axial de corte (por ejemplo, 0,05-0,2 mm) minimiza la fuerza de corte y la profundidad de la zona afectada por el calor. Esto se combina con una alimentación apropiada por diente (por ejemplo, 0,01-0,05 mm/z) para garantizar la eficiencia del mecanizado y la calidad de la superficie. Utilice un amplio refrigerante controlado por temperatura para la inundación o la refrigeración interna de alta presión durante todo el proceso para garantizar la eliminación oportuna del calor.
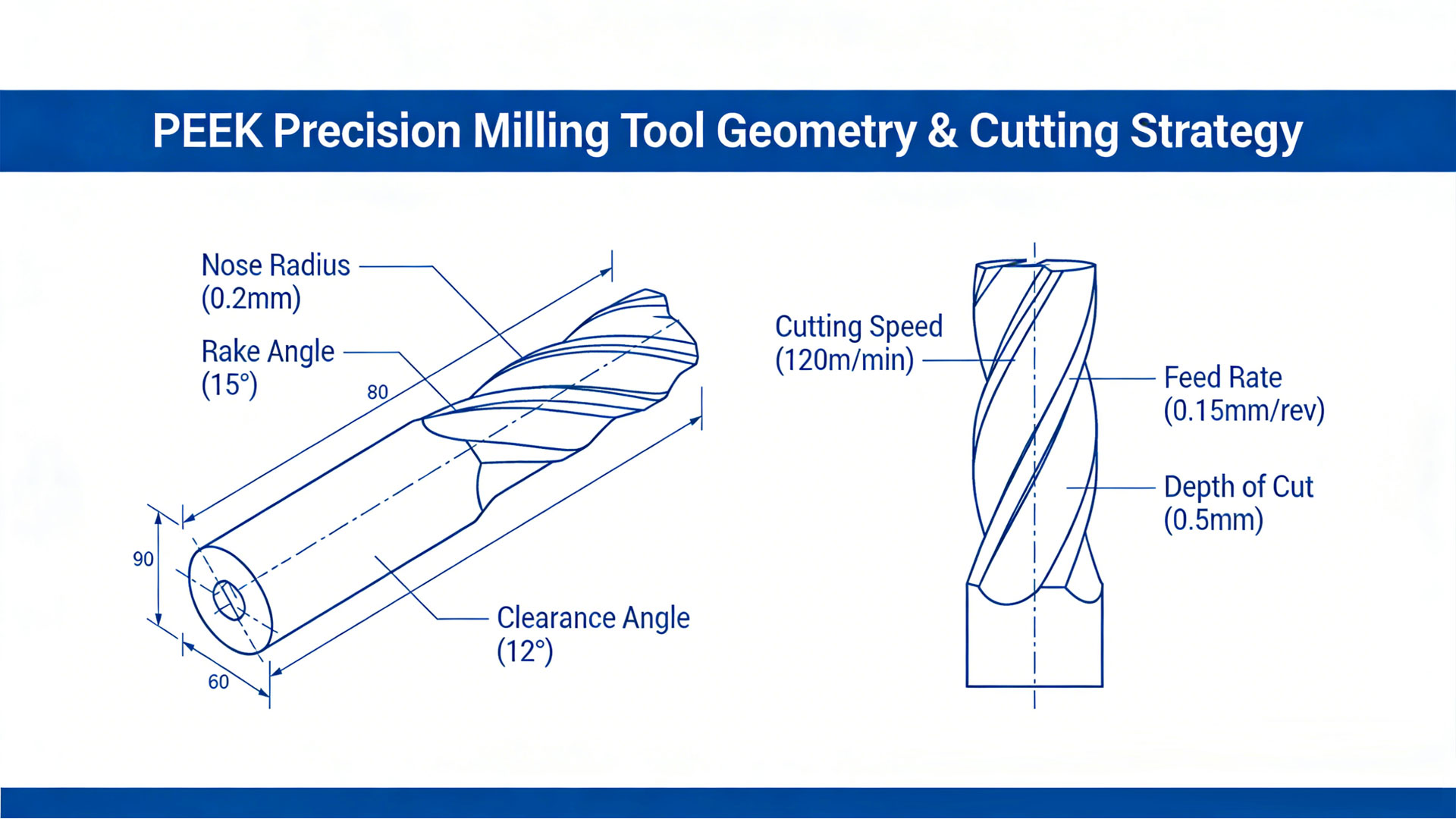
Diagrama esquemático de parámetros de geometría de herramienta y estrategia de corte adecuada para fresado de precisión de PEEK
4. Estrategia de medición y compensación en línea: Garantía de precisión en bucle cerrado
Después de los pasos críticos del proceso, se introduce la medición en línea o in situ. Las sondas de contacto o sin contacto de alta precisión se utilizan para medir directamente las dimensiones de las características de la máquina herramienta. Los datos de medición se comparan con el modelo teórico y se hacen correcciones a nivel de micrón en las trayectorias de mecanizado posteriores utilizando las funciones de compensación del sistema CNC (como la compensación del radio de la herramienta y el desplazamiento del sistema de coordenadas de la pieza de trabajo). Para las partes en múltiples etapas, una ruta de proceso iterativa de " mecanizado en bruto → semiacabado → medición y compensación → acabado" puede adoptarse para aproximarse gradualmente a las dimensiones objetivo. Después de completar el mecanizado, la pieza debe dejarse reposar en un ambiente de temperatura y humedad constantes durante más de 24 horas. Una vez que su tensión y temperatura/humedad se han equilibrado completamente, se realiza una inspección final utilizando una máquina de medición de coordenadas (CMM). Los datos obtenidos se utilizan para proporcionar retroalimentación para optimizar los parámetros del proceso.
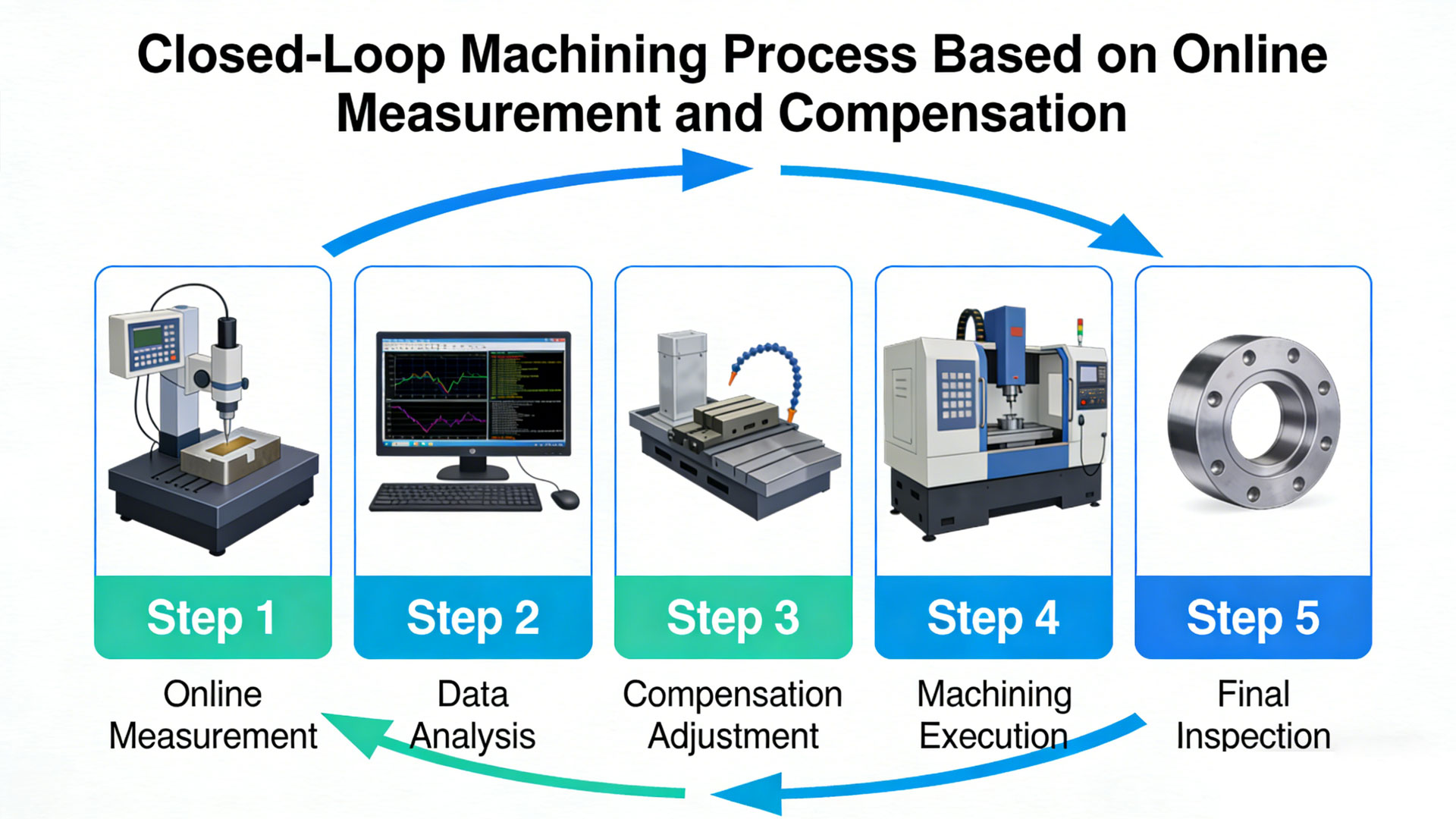
Diagrama de bloques del proceso de mecanizado en bucle cerrado basado en medición y compensación en línea
III. Resumen y perspectivas
Lograr una fresadora de precisión de ±0,01 mm de material PEEK es un desafío de ingeniería sistemático que requiere una profunda integración de la comprensión de las propiedades del material y la tecnología avanzada de fabricación de precisión. Los principios básicos son:estabilizar la pieza en blanco desde la fuente mediante el alivio previo de la tensión; aislar perturbaciones externas con un ambiente de temperatura y humedad constantes; minimizar la fuerza inducida por el mecanizado y los efectos térmicos a través de herramientas y parámetros de corte optimizados; y construir un sistema de control de precisión en bucle cerrado mediante medición y compensación en línea.
Mirando hacia el futuro, con el avance de la detección inteligente, el gemelo digital y las tecnologías de control adaptativo, el mecanizado de precisión de PEEK está listo para evolucionar hacia una mayor inteligencia y adaptabilidad. Mediante el monitoreo en tiempo real de señales de campo multifísicas como la fuerza de corte, la vibración y la temperatura, y vinculándolas con modelos de materiales y procesos, el sistema será capaz de predecir y compensar dinámicamente la deformación. Esto permitirá, en última instancia, la producción en masa estable con precisión a nanoescala y calidad de superficie sub-micrónica, proporcionando soporte de componentes críticos para aplicaciones tecnológicas más de vanguardia.
Anterior:Guía de inspección de calidad de piezas mecanizadas PEEK: Estándares y Métodos
Siguiente página:Ya no / FIN
¿Listo para transformar su archivo CAD en una pieza personalizada? Sube tu diseño para obtener una cotización precisa y gratuita.
Solicita Tu Presupuesto


