





Guía de fresado PEEK: parámetros para Pure, GF, & Grados CF
Publicado el martes, 17. Marzo 2026
Guía de contenido:Maestre el mecanizado de PEEK con esta guía definitiva de parámetros para fresar, perforar y tocando. Optimice su proceso para grados PEEK no modificados, reforzados con fibra de vidrio o fibra de carbono. Aprende las estrategias críticas de enfriamiento (seco, aire, MQL) y selección de herramientas para prevenir el sobrecalentamiento, mejorar la superficie
PEEK (polieteretercetona), como un plástico de ingeniería de alto rendimiento, es ampliamente utilizado en los campos aeroespacial, médico y semiconductor. Sus excelentes propiedades mecánicas y térmicas imponen requisitos específicos a los procesos de mecanizado. Para facilitar la rápida referencia e implementación por parte del personal de proceso en el sitio, este documento compila sistemáticamente los parámetros de proceso recomendados para fresar diferentes grados de PEEK en diversas operaciones, apuntando a la precisión general (±0,05 mm), con el objetivo de mejorar la eficiencia de mecanizado y la estabilidad de calidad.
1. Principios generales y clasificación de grados
El núcleo del mecanizado de PEEK consiste en controlar el calor de corte y la fuerza de corte para evitar el sobrecalentamiento y el ablandamiento del material (temperatura de transición vítrea aproximadamente 143 ° C) o la aparición de rebaras y delaminación. En función de las diferentes fases de refuerzo, se divide principalmente en tres categorías:PEEK puro sin modificar, PEEK reforzado con fibra de vidrio (por ejemplo, PEEK-GF30)yPEEK reforzado con fibra de carbono (por ejemplo, PEEK-CA30)Los materiales de refuerzo aumentan significativamente la dureza del material y la resistencia al desgaste, pero al mismo tiempo aceleran el desgaste de la herramienta, lo que requiere ajustes de proceso dirigidos.

Esquema de los grados comunes de materiales PEEK y las fases de refuerzo
2. Tabla de referencia rápida para los parámetros del proceso de fresado
Los parámetros recomendados en la tabla a continuación se basan en la rigidez general de la máquina herramienta y las marcas de herramientas comunes. Se requiere un ajuste fino en aplicaciones prácticas de acuerdo con condiciones de trabajo específicas.
Tabla 1: Parámetros de mecanizado para fresado frontal, fresado lateral y fresado de ranuras
| Proceso / Material | Herramienta recomendada | Velocidad de corte Vc (m/min) | Alimentación por diente Fz (mm/z) | Profundidad axial de corte Ap (mm) | Profundidad radial de corte Ae (mm) | Estrategia de refrigeración |
|---|---|---|---|---|---|---|
| PEEK no modificado | Carburo de grano fino, borde de corte afilado, gran ángulo de rastrillo | 150-250 | 0.05-0.15 | 0.5-3 | (fresado cara) 0.5D-0.8D (fresado lateral) 0,5-2 | Se prefiere cortar en seco o enfriar por aire fuerte |
| PEEK reforzado con fibra de vidrio | Herramienta de carburo o PCD recubierto de diamantes | 100-180 | 0.04-0.10 | 0.5-2 | (fresado cara) 0.3D-0.6D (fresado lateral) 0,3-1,5 | Enfriamiento por aire fuerte o lubricación en cantidad mínima (MQL) |
| PEEK reforzado con fibra de carbono | Herramienta PCD o herramienta recubierta con diamante de alta calidad | 80-150 | 0.03-0.08 | 0.3-1.5 | (fresado cara) 0.2D-0.5D (fresado lateral) 0.2-1 | Enfriamiento por aire fuerte o MQL es obligatorio |
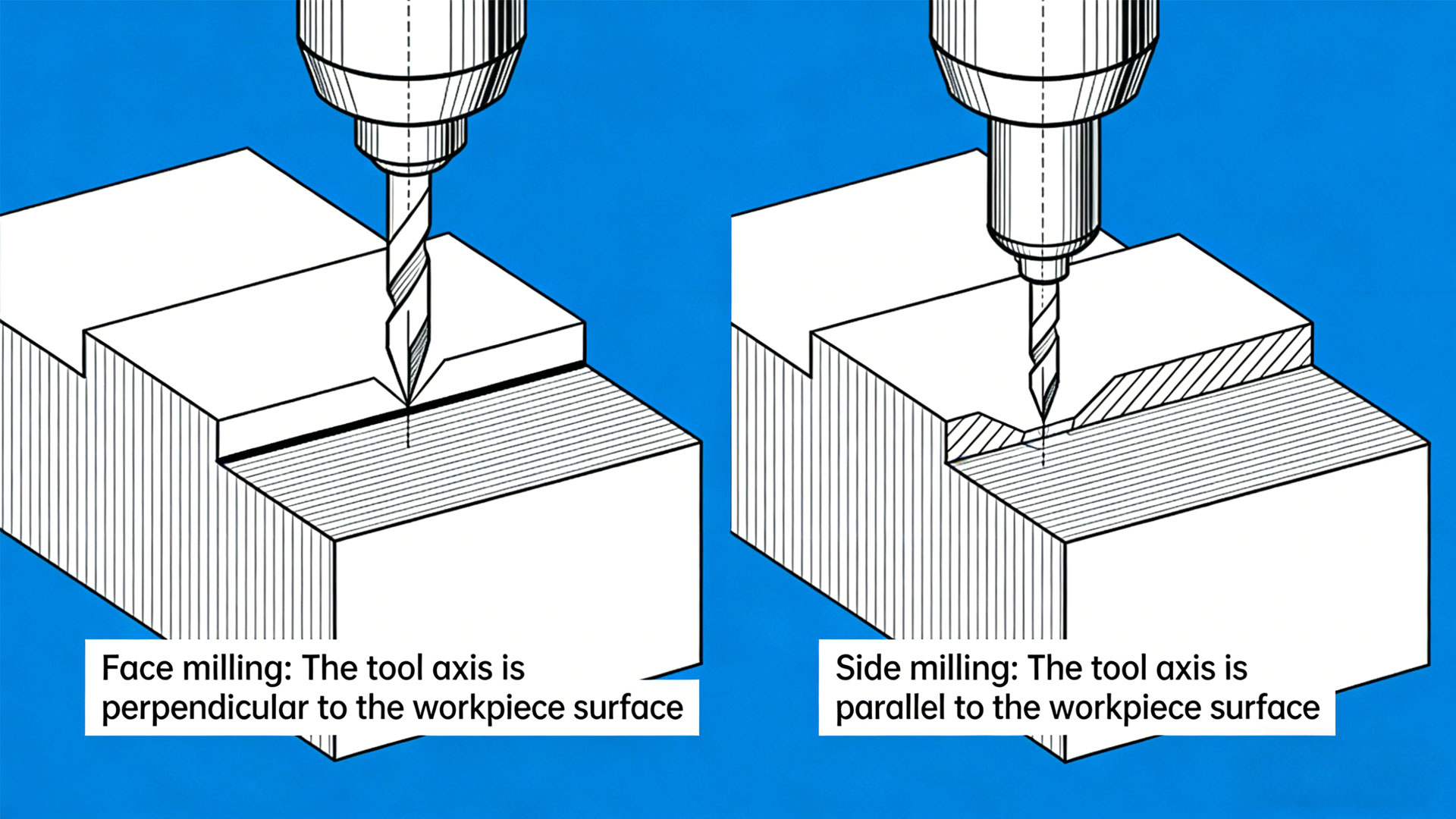
Esquema de fresado de cara y fresado lateral de PEEK
Tabla 2: Parámetros de mecanizado de perforación y roscado
| Proceso / Material | Herramienta recomendada | Velocidad de corte Vc (m/min) o Velocidad (rpm) | Alimentación (mm/rev o mm/min) | Estrategia de refrigeración | Notas especiales |
|---|---|---|---|---|---|
| Perforación (a través del agujero) | Perforador de torsión de carburo, ángulo de punto 118°-130°, flauta pulida | 30-60 m/min | 0,02-0,10 mm / rev | Enfriamiento por aire fuerte o MQL | Retracción frecuente para limpiar las virutas, evitar la obstrucción |
| Tapping (por debajo de M6) | Grifo HSS de cobalto, revestido de TiN | 5-15 m/min | Pitch (mm/rev) | Lubricante de pasta especial | Grifo de flauta en espiral recomendado, deje suficiente espacio en el fondo del agujero ciego |
Aplicación de la Estrategia de Enfriamiento en Perforación y Tapeado de PEEK
III. Guía de selección de la estrategia de refrigeración
El método de enfriamiento afecta directamente a la calidad superficial y la precisión dimensional del PEEK mecanizado.
corte secoAdecuado para corte ligero de PEEK no modificado. Requiere herramientas extremadamente afiladas y una evacuación suave de virutas.
Fuerte enfriamiento por aire (pistola de aire)El método más utilizado y recomendado. Efectivamente sopla las virutas y enfría tanto la herramienta como la pieza de trabajo sin contaminación.
Cantidad mínima de lubricación (MQL)Un método eficiente para PEEK reforzado. Una cantidad mínima de niebla de aceite reduce significativamente el calor por fricción y el desgaste de la herramienta, y mejora la evacuación de las virutas.
NotaSe debe evitar el uso de grandes cantidades de refrigerante para prevenir la absorción de humedad e hinchazón del PEEK, lo que puede afectar la estabilidad dimensional.
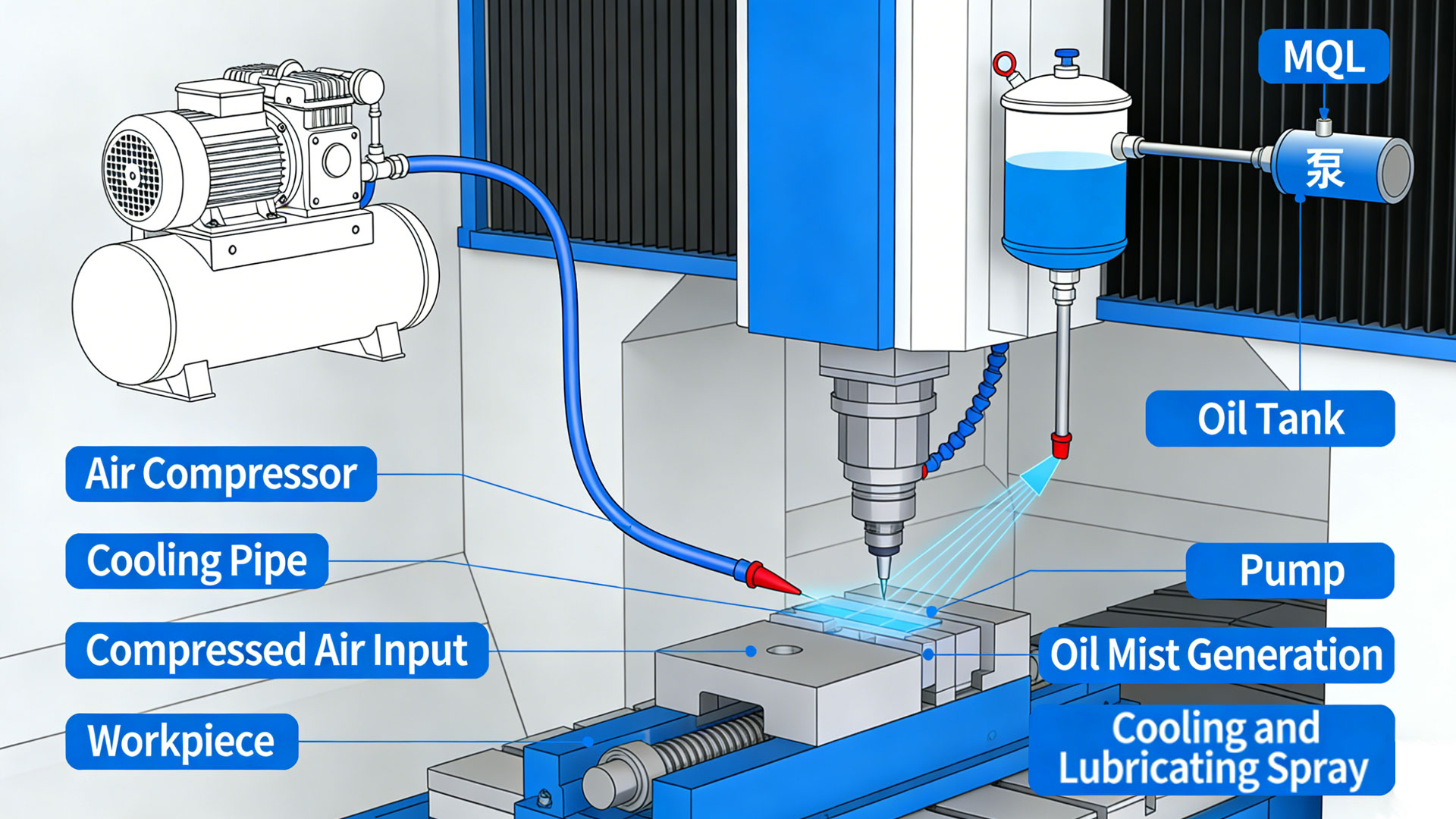
Esquema de los sistemas de refrigeración por aire y lubricación en cantidad mínima (MQL)
IV. Resumen y recomendaciones
La clave para un mecanizado exitoso de PEEK radica en:selección de herramientas resistentes al desgaste en función del grado del material (uso de carburo afilado para grados puros, herramientas PCD o recubiertas para grados reforzados); empleando velocidades de corte más altas combinadas con velocidades de alimentación y profundidades de corte más pequeñas para reducir las fuerzas de corteyuso obligatorio de refrigeración por aire o MQL para eliminar el calorLos intervalos de parámetros proporcionados en esta guía de referencia rápida pueden servir como punto de partida para la depuración de procesos. En la producción real, la optimización debe realizarse teniendo en cuenta el desgaste de la herramienta, la condición de la máquina y los requisitos específicos de la pieza, con el control de la virutas utilizado de manera consistente como criterio clave para la salud del proceso.




¿Listo para transformar su archivo CAD en una pieza personalizada? Sube tu diseño para obtener una cotización precisa y gratuita.
Solicita Tu Presupuesto