





Lograr fresado de precisión de ±0.01mm para componentes de aluminio 6061
Publicado el miércoles, 04. Marzo 2026
Guía de contenido:Lograr una precisión de ±0,01 mm en el mecanizado de aluminio 6061 requiere un sistema completo, no solo una máquina de precisión. Explore nuestro marco técnico comprobado que cubre máquinas herramientas de alta rigidez, un entorno controlado estable a los micrómetros, herramientas especializadas, medición integrada en el proceso y accionamiento de datos
En campos de vanguardia como la aeroespacial, la óptica de precisión y los equipos de semiconductores, la precisión de los componentes estructurales determina directamente el rendimiento final y la fiabilidad de un sistema. La banda de tolerancia de ±0,01 mm (es decir, 10 micras) es el umbral crítico que distingue el mecanizado convencional del mecanizado de ultraalta precisión. Para la aleación de aluminio 6061 ampliamente utilizada, detrás de su excelente maquinabilidad también se esconden los riesgos de pérdida de precisión a escala microscópica causada por factores como fuerzas de corte, deformación térmica y vibración. El logro de este objetivo está lejos de ser alcanzable simplemente con una " máquina herramienta de precisión" es un proyecto sistemático que abarca toda la cadena de " máquina herramienta - entorno - herramientas - proceso - medición. " Este artículo proporciona un análisis panorámico del sistema de soporte técnico completo y prácticamente verificado que hemos construido para lograr fresado de ultra alta precisión de ±0,01 mm para componentes estructurales de aleación de aluminio 6061.
1. La Fundación: Una plataforma de máquinas herramientas con alta rigidez y alto rendimiento dinámico más allá de los estándares
La máquina herramienta es la base para lograr la precisión. Para cumplir con el requisito de precisión de ±0,01 mm, renunciamos a los equipos de uso general y optamos por centros de mecanizado verticales o horizontales diseñados específicamente para el mecanizado de precisión. Sus características principales radican en la extrema rigidez estructural y estabilidad térmica. Los componentes centrales como el lecho y la columna están hechos de hierro fundido o hormigón polimérico de alta calidad, con una disposición de nervaduras optimizada a través del análisis de elementos finitos para lograr una rigidez estática y dinámica excepcionalmente alta, suprimiendo de este modo los trozos de corte. Las guías lineales emplean un sistema de guía de rodillos ajustable por precarga de alta rigidez, mientras que los servo accionamientos están equipados con codificadores lineales de alta resolución para lograr un control completo en bucle cerrado, con una precisión de posicionamiento mejor que 0,003 mm y repetibilidad consistente dentro de 0,002 mm. El husillo, como unidad de potencia del núcleo, debe ser un husillo motorizado incorporado caracterizado por una alta velocidad de rotación (hasta 20.000 rpm o superior), un bajo crecimiento térmico y una excelente precisión de salida radial y axial (típicamente inferior a 0,002 mm). Simultáneamente, la máquina herramienta está equipada con un sistema de compensación térmica inteligente que monitorea la temperatura de las partes clave como el husillo, el tornillo de bola y los rodamientos en tiempo real y realiza la compensación dinámica de desplazamiento a través del sistema CNC, controlando el propio error de deformación térmica de la máquina en la fuente.

Centro de mecanizado de precisión de alta rigidez equipado con control completo de circuito cerrado y sistema de compensación térmica
II. Barrera: Crear y salvaguardar un entorno estable a microescala
Cuando la precisión del mecanizado alcanza el nivel de la micrónica, los factores ambientales cambian de ser " antecedentes" a " actores principales. " Somos muy conscientes de que incluso una fluctuación de temperatura de 0,5 ° C o una ligera brisa es suficiente para hacer que un objetivo de precisión de 0,01 mm sea inalcanzable. Por lo tanto, hemos establecido un taller limpio independiente de temperatura constante y humedad constante. La temperatura se controla estrictamente a 20 °C ± 0,5 °C (alcanzando ± 0,1 °C bajo requisitos específicos), y la humedad se mantiene al 50% ± 5%, para eliminar al máximo la deriva dimensional en las piezas de trabajo, herramientas de corte, herramientas de medición y máquinas herramientas causadas por la expansión y contracción térmicas. La fundación del taller se trata para aislar las vibraciones, protegiéndola de las vibraciones externas. Al mismo tiempo, un sistema de purificación de aire mantiene la limpieza, evitando que el polvo fino afecte a la precisión de la medición y el montaje. Antes del mecanizado, las piezas de trabajo deben someterse a un minucioso " estabilización de temperatura" proceso durante más de 24 horas dentro del taller de temperatura constante, asegurando que su temperatura interna coincida plenamente con el entorno de mecanizado. Esto es un requisito previo para garantizar la estabilidad dimensional.

Taller de mecanizado a temperatura constante con control de temperatura/humedad de precisión y fundación aislada de vibraciones
III. La herramienta afilada: sistemas de soporte de herramientas y herramientas para precisión a nivel de micrón
La herramienta de corte es la " nib" interactúan directamente con el material. Para lograr un fresado eficiente y preciso de aleación de aluminio, empleamos herramientas de carburo de grano ultrafino o recubiertas con diamantes, lo que garantiza la nitidez y la resistencia al desgaste a nivel microscópico. El grado de equilibrio dinámico de las herramientas alcanza G2.5 o superior, minimizando la vibración causada por la fuerza centrífuga durante la rotación de alta velocidad. Aún más crítico es el sistema de soporte de herramientas, es el " puente" conectar el husillo y la herramienta, y su precisión de conexión determina directamente la precisión real del eje de rotación de la herramienta. Utilizamos de manera integral soportes de herramientas termocontraíbles o soportes de herramientas hidráulicas. Los soportes de herramientas termocontraíbles proporcionan una rigidez de sujeción radial extremadamente alta y una precisión de posicionamiento repetible (≤0,003 mm) a través de un proceso de calentamiento preciso para la expansión y enfriamiento para la contracción. Junto con los preselectores de herramientas de alta precisión, podemos introducir con precisión los valores de compensación de la longitud y el agotamiento radial de cada herramienta en el sistema CNC, lo que garantiza un alto grado de unidad entre " comando" y " ejecución. "
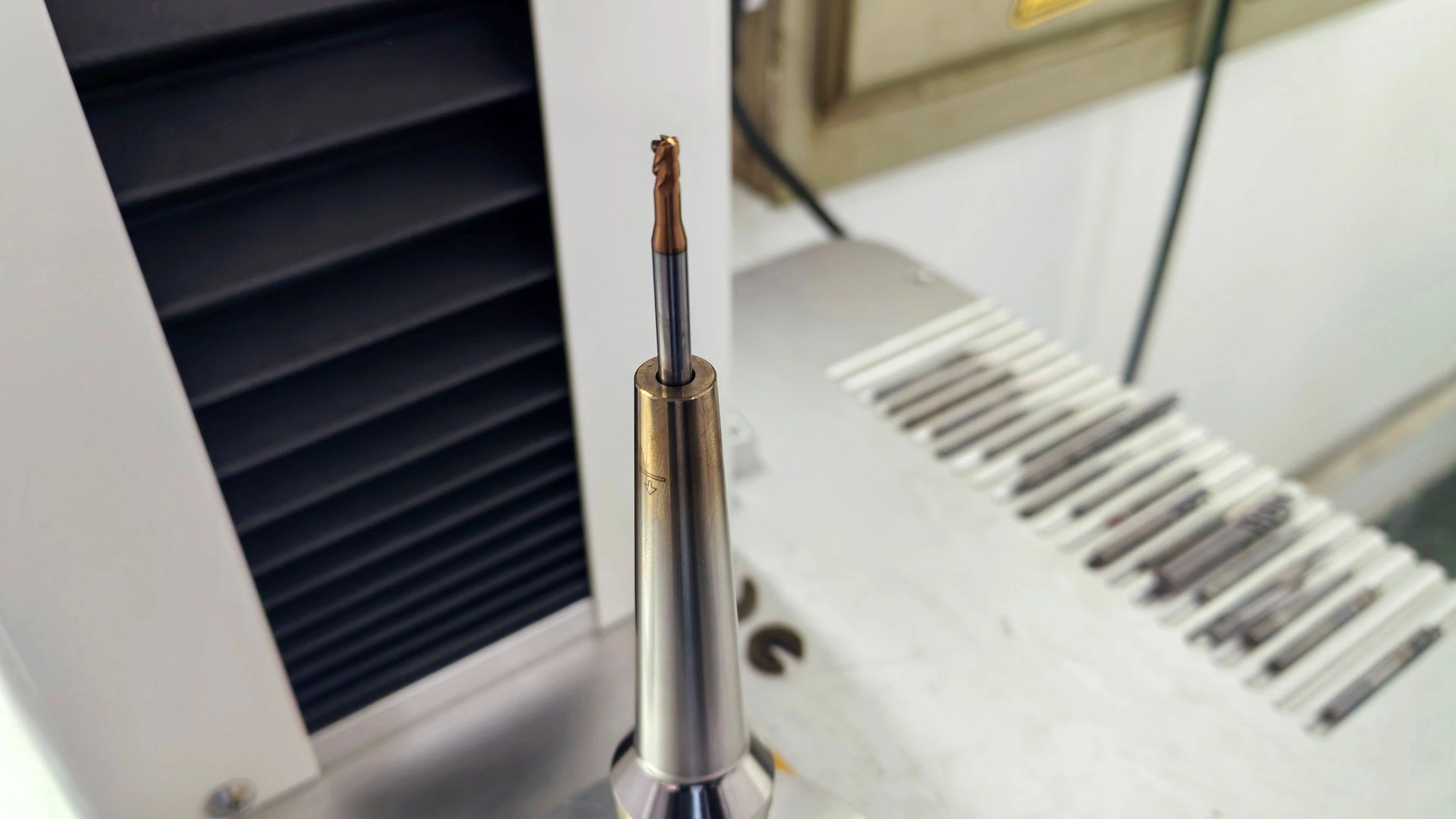
Soporte de herramienta termocontraíble de alta precisión y el proceso de inspección de equilibrio dinámico de la herramienta
IV. El punto de referencia: medición en línea y compensación inteligente a lo largo del proceso
" Sin medición, sin precisión. " Nuestra filosofía es integrar profundamente la medición en el flujo de trabajo de mecanizado. En primer lugar, las sondas de contacto de alta precisión se integran en las máquinas herramientas. Antes del mecanizado, el sistema de coordenadas de la pieza de trabajo se calibra automáticamente y se ajusta para eliminar errores de sujeción. Durante el mecanizado, las características clave se pueden medir a mitad del proceso, y los valores de compensación de la herramienta se ajustan en tiempo real basándose en los datos de medición reales para contrarrestar los errores del desgaste de la herramienta. Después del mecanizado, se lleva a cabo una inspección final en la máquina para generar un informe preliminar. Para dimensiones y tolerancias geométricas con requisitos más altos, la pieza de trabajo se transfiere a máquinas de medición de coordenadas (CMM) de mayor precisión o escáneres láser para la inspección final. Los datos se devuelven al departamento de ingeniería de procesos para optimizar los parámetros del proceso. Este sistema de control de calidad de circuito cerrado de " inspección en línea + re-inspección fuera de línea" garantiza que cada producto se encuentre en un estado preciso y controlado, que va más allá de lo simple " Cumplimiento probabilista. "

Sonda integrada en máquina que realiza mediciones automáticas durante el proceso de mecanizado
V. El Alma: Diseño de procesos rigurosos, científicos y basados en datos
La eficacia de todo el hardware se integra y activa en última instancia mediante la planificación científica del proceso. Para las piezas de aleación de aluminio 6061 de alta precisión, nos adherimos al principio de " progresión paso a paso, aproximación gradual. " El flujo de proceso se divide meticulosamente en: Mecanizado duro (eliminación rápida del material, dejando una concesión de acabado uniforme) → Mecanizado semiacabado (corrección adicional de la deformación, creación de condiciones estables para el acabado) → Tratamiento de estabilización (alivio del estrés mediante envejecimiento o tratamiento criogénico cuando sea necesario) → Acabado Mecanizado (empleando parámetros de profundidad de corte poco profunda, alta velocidad del husillo y velocidad de alimentación moderada para perseguir la calidad de la superficie y la precisión dimensional) → Ultra-Finish Machining (pulido final de características críticas). En la etapa de programación, utilizamos software CAM avanzado, empleando estrategias como entrada en espiral, alisación de contornos y optimización de trayectoria de herramientas para garantizar un proceso de corte estable con carga constante. Las soluciones de sujeción de trabajo están especialmente diseñadas, utilizando accesorios de precisión o accesorios modulares para reducir al mínimo la deformación de sujeción al tiempo que se garantiza la rigidez y se adhieren al principio de " Unificación de Datos. "
Diagrama esquemático de la planificación progresiva de la trayectoria del proceso desde la rugosidad hasta el ultraacabado
Resumen y Perspectivas
Desafíar el pico de precisión de ±0,01 mm es una prueba completa de las capacidades técnicas, gerenciales y de control de detalles. Requiere elevar el mecanizado de una etapa de fabricación aislada a un sistema integrado que abarca ingeniería mecánica de precisión, ingeniería ambiental, ciencia de materiales, tecnología de medición y control digital. La solución que hemos construido, con máquinas herramientas de alta rigidez y temperatura constante como base, un entorno estable y limpio como barrera, herramientas de precisión y soportes de herramientas como instrumentos, medición y compensación en línea como referencia, y flujos de proceso rigurosos como alma, es la práctica concreta de esta filosofía sistemática.
Creemos firmemente que sólo mediante la identificación, el control y la compensación de cada variable que pueda afectar a los 0,01 mm finales podemos transformar un " promesa" en un " parte física confiable" en las manos de nuestros clientes. Frente a desafíos de precisión aún más estrictos en el futuro, continuaremos profundizando nuestra exploración en áreas como la investigación de mecanismos de microcorte, la compensación adaptativa inteligente y la trazabilidad completa de datos de la cadena de fabricación, esforzándonos por convertirnos en su socio más confiable en el campo de la fabricación de componentes estructurales de alta precisión.




¿Listo para transformar su archivo CAD en una pieza personalizada? Sube tu diseño para obtener una cotización precisa y gratuita.
Solicita Tu Presupuesto