





Leitfaden zur Qualitätsprüfung von PEEK-Bearbeiteten Teilen: Normen und Methoden
Veröffentlicht am Mittwoch, 25. März 2026
Inhaltsverzeichnis:Meisterprüfung von PEEK-Teilen mit dieser wesentlichen Leitlinie für die Rohbearbeitung (±0,1 mm). Erfahren Sie die kritische Temperaturkompensation für die Dimensionsgenauigkeit, die wichtigsten visuellen Fehlerkriterien für Schmelzeigen und und spezielle Validierung für chemische/elektrische Leistung.
Diese Spezifikation soll eine klare Leitlinie für die Qualitätsprüfung von Präzisionsbearbeiteten Teilen aus PEEK (Polyetheretherketon) geben. Als hochleistungsfähiger Spezialkunststoff unterscheiden sich die physikalischen Eigenschaften von PEEK (wie hoher thermischer Ausdehnungskoeffizient und relativ weiche Textur) erheblich von denen von Metallen, was speziell maßgeschneiderte Prüfstandards erfordert. Dieses Dokument konzentriert sich auf die grobe Bearbeitungsstufe (Toleranz ±0,1 mm), richtet sich an Frontlinienbetreiber und definiert wichtige Inspektionsanforderungen von Abmessungen und Aussehen bis hin zu speziellen Eigenschaften, um sicherzustellen, dass die Teile den anschließenden Anwendungsanforderungen gerecht werden.
1. Dimensionsmessspezifikation und Temperaturkompensation
Der thermische Ausdehnungskoeffizient für PEEK-Material (ca. 4,7×10) ⁻⁵ / °C) ist viel höher als bei Metallen (z.B. Stahl ca. 1,2×10 ⁻⁵ /°C). Schwankungen der Umgebungstemperatur beeinflussen die Messergebnisse erheblich und machen eine Temperaturkompensation unerlässlich.
1.1 Anforderungen an die Messumgebung
Die Messungen sollten in einem konstanten Temperaturraum mit einer idealen Temperatur von 20±2°C durchgeführt werden. Die Teile müssen vor der Messung mindestens 4 Stunden in dieser Umgebung ruhen lassen, um ihre Temperatur vollständig mit der Messumgebung auszugleichen.
1.2 Temperaturkompensationsmethode
Abweicht die Messumgebungstemperatur (T) von der Norm 20°C, muss die gemessene Abmessung (L_measured) kompensiert werden. Die Formel zur Berechnung der kompensierten Dimension (L_standard) lautet:L_standard = L_gemessen × [1 - 4,7×10] ⁻⁵ × (T - 20)]Zum Beispiel würde ein Teil, das bei 25°C 100,00 mm lang gemessen wird, bei 20°C eine Standardlänge von etwa 99,98 mm haben. Die Bediener sollten Messwerkzeuge mit Temperatursensoren und automatischen Kompensationsfunktionen verwenden oder manuelle Korrekturen auf der Grundlage der obigen Formel anwenden.

Dimensionsmessung eines PEEK-Teils in einer konstanten Temperaturumgebung
II. Akzeptanzkriterien für die Klassifizierung von Erscheinungsdefekten
PEEK ist anfällig für charakteristische Erscheinungsfehler beim Fräsen. Die Urteilskriterien sind wie folgt:
1. Schmelzmarken und Whitening
Durch lokalisierte Schmelze- oder Kristallinitätsänderungen aufgrund übermäßiger Bearbeitungshitze verursacht. Akzeptanzkriterien:Leichte, verstreute Bleichflecken oder kleine Schmelzschmerzen (Durchmesser ≤ 0,5 mm) sind zulässig, mit höchstens 3 Auftreten pro 100 mm².Kontinuierliche oder großflächige Schmelze- oder Verkohlungsspuren sind nicht erlaubt.
2. Faserexposition (für Kohlenstoff-/Glasfaserverstärktes PEEK)
Die Bearbeitung führt dazu, dass Verstärkungsfasern ausgesetzt werden. Akzeptanzkriterien:Einzelne exponierte Faserendpunkte (Länge ≤ 0,3 mm) sind erlaubt, aber Klumpen, Patches, Peeling oder Heben von Fasern sind nicht erlaubt.
3. Burrs
Akzeptanzkriterien:Leichte, nicht scharfe Ränder (Höhe ≤ 0,05 mm) sind an allen scharfen Kanten erlaubt.Graben auf kritischen Montage- oder Dichtflächen müssen vollständig entfernt werden.
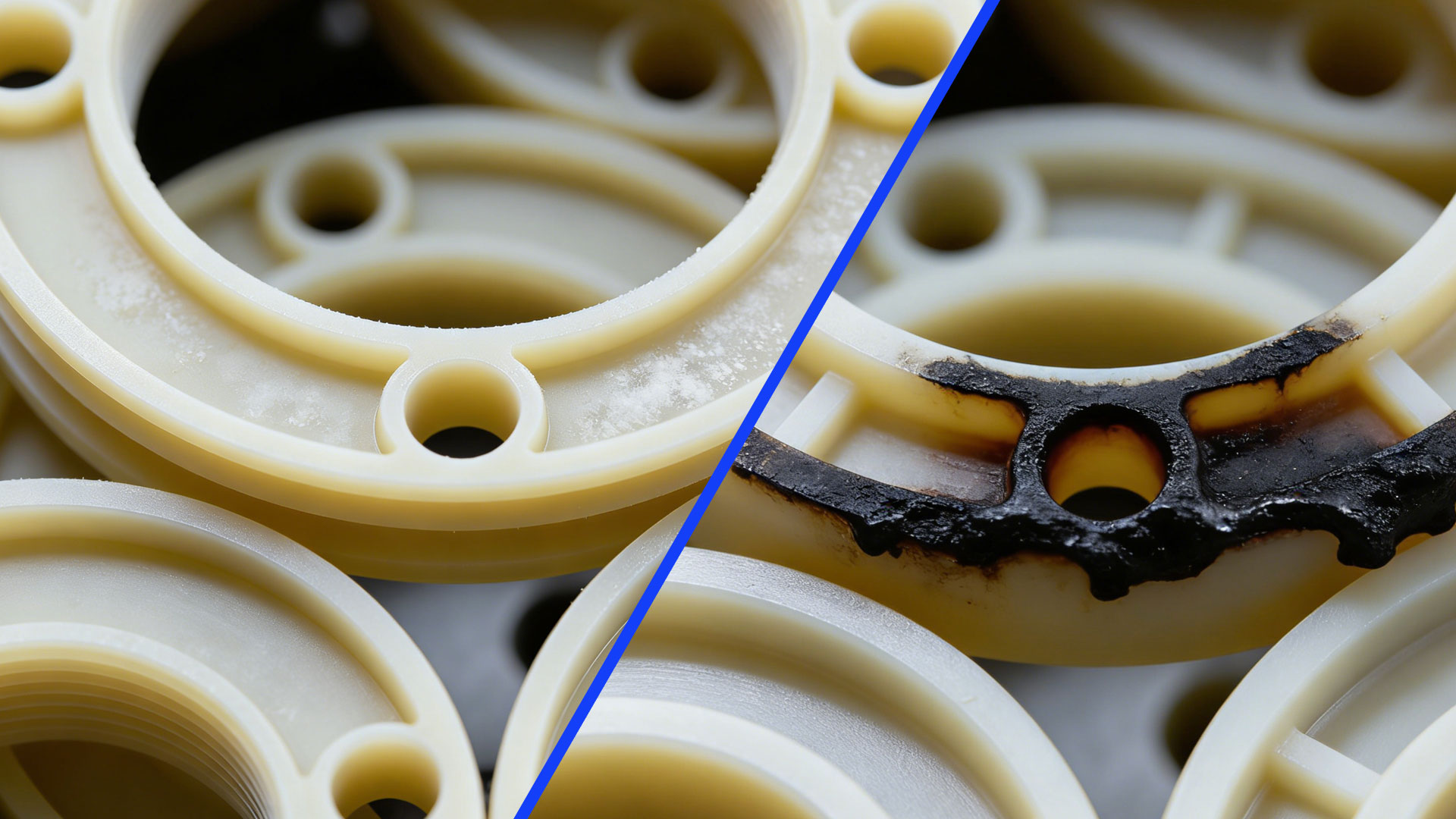
PEEK Erscheinungsdefekt (Schmelzen und Bleichen) Urteilsbeispiele
III. Spezielle Leistungs-Validierung für kritische Anwendungen
Je nach Endverwendung des Teiles können folgende Validierungselemente erforderlich sein:
1. Validierung der chemischen Beständigkeit
Wenn das Teil mit spezifischen Chemikalien (z.B. Motoröl, Säure-/Alkali-Lösungsmittel) in Kontakt kommt, ist eine Tauchprüfung erforderlich. Methode: Bearbeiten Sie Prüfstücke aus dem gleichen Materialsatz, tauchen Sie sie für die angegebene Dauer bei der angegebenen Temperatur in das angegebene chemische Medium ein, prüfen Sie dann auf Gewichtsänderungsrate, Dimensionsänderung und Oberflächenrückung oder Auflösung. Die Änderungsraten müssen die Anforderungen der Zeichnung oder der technischen Vereinbarung erfüllen.
2. Isolationsleistungsprüfung
Für Teile, die in der elektrischen Isolation verwendet werden, ist eine Isolationswiderstands- oder Widerstandsspannungsprüfung erforderlich. Mit einem Isolationswiderstandstester messen Sie den Widerstandswert unter bestimmtem Elektrodenabstand und -spannung (z. B. 500VDC). In der Regel ist ein Isolationswiderstand ≥ 1 × 10¹² Ω erforderlich. Die Widerstandsspannungsprüfung wendet hohe Spannung gemäß Sicherheitsstandards an, um den Ausfall zu überprüfen.

PEEK Teil Isolierung Leistung Validierung Test
IV. Zusammenfassung und Schlüsselpunkte
Der Kern der Inspektion von PEEK-Komponenten liegt in " Maßgeschneiderte Inspektion an das Material":Maßmessungen müssen die Umgebungstemperatur berücksichtigen und Kompensation anwenden; Sichtfehlerprüfung sollte sich auf Überhitzung und Faserhandlungsprobleme konzentrieren; Die Validierung spezieller Eigenschaften muss eng an tatsächliche Anwendungsszenarien gebunden sein.Bei der Inspektion sollten die Betreiber diese Spezifikation und die spezifischen Zeichnungsanforderungen strikt einhalten, alle Anomalien dokumentieren und melden. Eine standardisierte Inspektion gewährleistet effektiv die Zuverlässigkeit von präzisionsbearbeiteten PEEK-Teilen und erfüllt die Anwendungsanforderungen in High-End-Bereichen wie Halbleitern, Medizinprodukten und Luft- und Raumfahrt.
Sind Sie bereit, Ihre CAD-Datei in ein maßgefertigtes Teil zu verwandeln? Laden Sie Ihr Design hoch, um ein kostenloses, präzises Angebot zu erhalten.
Jetzt unverbindlich anfragen


