





Erreichen Sie ±0,01mm PEEK Bearbeitung: Präzisionsfräsführung
Veröffentlicht am Dienstag, 31. März 2026
Inhaltsverzeichnis:Erreichen von ±0,01 mm Präzision in der PEEK-Bearbeitung für medizinische und Luftfahrt ist eine systematische Herausforderung. Diese Anleitung beschreibt, wie die thermischen Eigenschaften von PEEK (Tg, CTE) & Feuchtigkeitsabsorption beeinflusst die Genauigkeit. Entdecken Sie die komplette technische Lösung: vom spannungsentlastenden Glühen bis hin zu einer klimatisierten Umgebung
In High-End-Bereichen wie der Medizintechnik, der Luft- und Raumfahrt sowie der Halbleiterfertigung werden die Anforderungen an die Maßgenauigkeit und Funktionalität von Hochleistungskomponenten aus Polymeren immer strenger. Polyetheretherketon (PEEK) hat sich aufgrund seiner außergewöhnlichen mechanischen Eigenschaften, seiner chemischen Beständigkeit und seiner Biokompatibilität zu einem unverzichtbaren Werkstoff entwickelt. Seine einzigartigen physikalischen Eigenschaften stellen jedoch erhebliche Herausforderungen für die Präzisionsbearbeitung dar. Das Erreichen von Toleranzen im Mikrometerbereich von ±0,01 mm (10 Mikrometer) ist nicht nur eine Frage des Einsatzes hochpräziser Werkzeugmaschinen, sondern ein systematisches ingenieurtechnisches Unterfangen, das Materialwissenschaft, Prozessplanung, Umgebungskontrolle und Messkompensation umfasst. Dieser Artikel bietet eine eingehende Analyse der Auswirkungen der PEEK-Material-Eigenschaften auf die Bearbeitungsgenauigkeit und erläutert systematisch eine umfassende technische Lösung für Fräsprozesse, um ultrahohe Präzision zu gewährleisten.
1. Herausforderungen und Mechanismen der PEEK-Materialeigenschaften bei der Bearbeitungsgenauigkeit
PEEK ist kein gewöhnlicher Kunststoff. Seine halbkristalline Polymerstruktur führt zu folgenden Schlüsselmerkmale, die die Bearbeitungsdeformation und die Dimensionsstabilität direkt beeinflussen:
1.1 Glasübergangstemperatur (Tg ≈ 143°C) und thermische Erweichungswirkung
PEEK behält seine Steifigkeit unterhalb seiner Glasübergangstemperatur bei. Die beim Fräsen entstehende lokale Reibungswärme kann jedoch die Temperatur im Bearbeitungsbereich auf Werte nahe der Tg oder sogar darüber ansteigen lassen, was zu einer Erweichung des Materials führt. Das erweichte Material unterliegt unter dem Druck des Werkzeugs einem plastischen Verformungsprozess statt einem spröden Bruch, was zu Rückfederung, Werkzeugdurchbiegung und Gratbildung führt. Dies beeinträchtigt die Konturgenauigkeit und die Oberflächengüte erheblich. Die Kontrolle der Schnittwärme ist die wichtigste Voraussetzung für die Gewährleistung der Präzision.
Hoher thermischer Ausdehnungskoeffizient (CTE, ca. 30-50×10) ⁻⁶/°C)
Der thermische Ausdehnungskoeffizient von PEEK ist deutlich höher als der von Metallen (z.B. ist Stahl etwa 11 x 10). ⁻⁶/°C). Kleine Temperaturschwankungen während der Bearbeitung können erhebliche Dimensionsänderungen verursachen. Zum Beispiel könnte sich ein 100 mm PEEK-Bauteil, das eine Temperaturerhöhung von 10°C erlebt, um 30-50 Mikron in der Länge erweitern und bereits das Toleranzband von ±0,01 mm überschreiten. Daher ist die Temperaturstabilität in der gesamten Prozesskette von entscheidender Bedeutung.
1.3 Feuchtigkeitsabsorption und dimensionale Schwellung
Obwohl PEEK als feuchtigkeitsarmes Material angesehen wird, absorbiert es immer noch eine kleine Menge Feuchtigkeit (gesättigte Feuchtigkeitsabsorption beträgt etwa 0,5%). Die Absorption bewirkt, dass das Material schwellt und seine Abmessungen erhöht. Wenn die Feuchtigkeitskontrolle vor, nach oder während der Bearbeitung unzureichend ist, wird das Teil in einer anschließenden trockenen Umgebung allmählich schrumpfen, was zu einer endgültigen Dimensionsausfälligkeit führt.
1.4 Anisotropie und Reststress
Ob in spritzgeformten oder 3D-gedruckten PEEK-Rohlingen, die interne Molekülkette oder die Kristallorientierung zeigt Anisotropie. Dies führt zu Unterschieden in den thermischen Ausdehnungskoeffizienten und den mechanischen Eigenschaften in verschiedenen Richtungen. Darüber hinaus ist die Freisetzung innerer Restspannungen innerhalb des Rohlings während der Bearbeitung einer der Hauptfaktoren, die Teileverzerrung und Verformung verursachen.
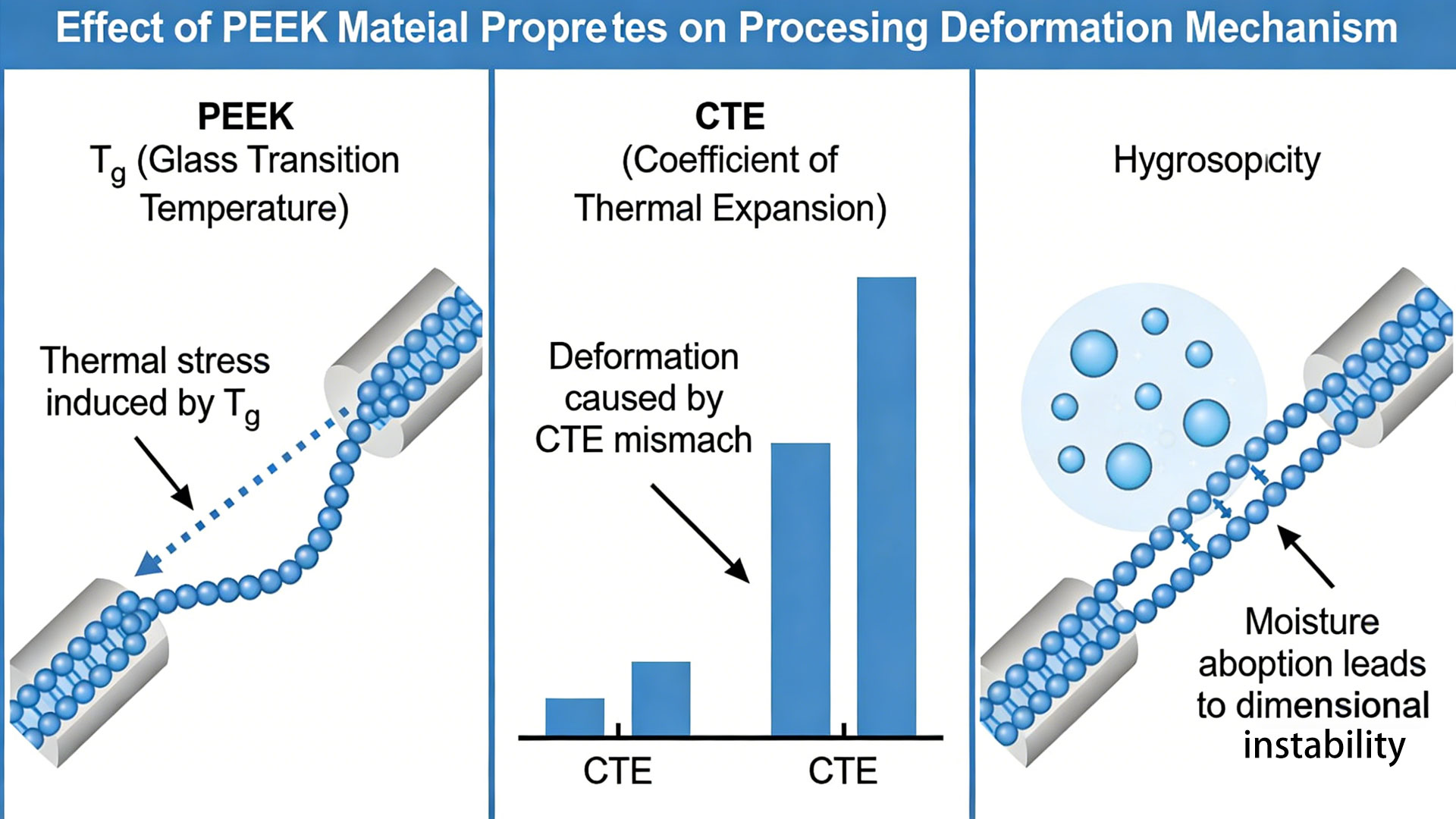
Schematische Darstellung des Einflussmechanismus der PEEK-Materialeigenschaften (Tg, CTE, Feuchtigkeitsabsorption) auf die Bearbeitungsverformung.
2. Umfassendes technisches Unterstützungssystem für das Erreichen von ±0.01mm Präzision
Um die oben genannten Herausforderungen zu bewältigen, ist es notwendig, ein miteinander verbundenes technisches Unterstützungssystem einzurichten, das die gesamte Kette von leere Vorbearbeitung → Bearbeitungsumgebung → Schneidprozess → Prozessüberwachung".
2.1 Stress Pre-Release Prozess: Die Grundlage für Dimensionsstabilität legen
Vor der Bearbeitung muss eine ausreichende Belastungsbehandlung auf dem Rohling durchgeführt werden. Ein stufenweise erhitzender Glühvorgang wird empfohlen: das Rohling leicht über seine Glasübergangstemperatur (z.B. 150-160°C) erhitzen, eine ausreichende Dauer halten (typischerweise 2-4 Stunden je nach Querschnittsdicke) und dann den Ofen mit einer äußerst langsamen Kühlgeschwindigkeit (z.B. 0,5-1°C pro Minute) auf Raumtemperatur abkühlen. Dieser Prozess eliminiert effektiv interne Restspannungen, homogenisiert und stabilisiert die Materialstruktur, wodurch die Bearbeitungsverformung an der Quelle verringert wird.
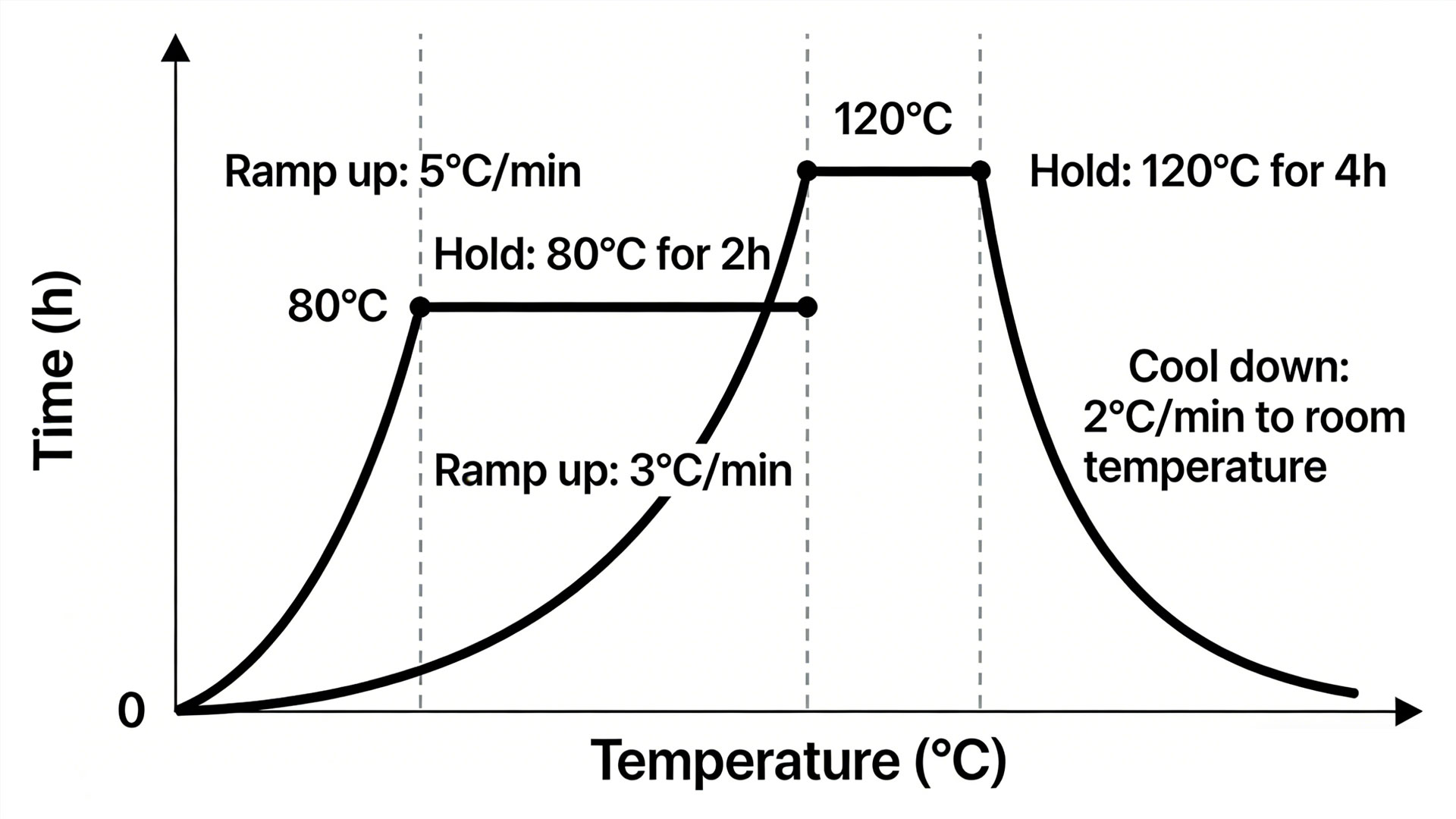
Glühprozesskurve zur Belastungsentlastung von PEEK-Rohlingen
2.2 Konstante Temperatur- und Luftfeuchtigkeitskontrolle: Schaffung eines stabilen Bearbeitungsmikroklimas
Die Präzisionsbearbeitung sollte in einem eigens dafür vorgesehenen Raum mit konstanter Temperatur und Luftfeuchtigkeit durchgeführt werden. Die Temperatur sollte auf 20 ± 0,5 °C und die Luftfeuchtigkeit auf 50 % ± 5 % r. F. geregelt werden. Vor der Bearbeitung müssen der Rohling, die Schneidwerkzeuge, die Spannvorrichtungen und die Werkzeugmaschine selbst vollständig an diese Umgebung akklimatisiert werden (in der Regel über 24 Stunden). Auch die Kühlmitteltemperatur muss präzise geregelt werden; es wird empfohlen, ein Kühlsystem mit konstanter Temperatur zu verwenden, um Schwankungen der Flüssigkeitstemperatur auf ±1 °C zu begrenzen und so die Auswirkungen von Wärmeausdehnung und -kontraktion so weit wie möglich zu minimieren.
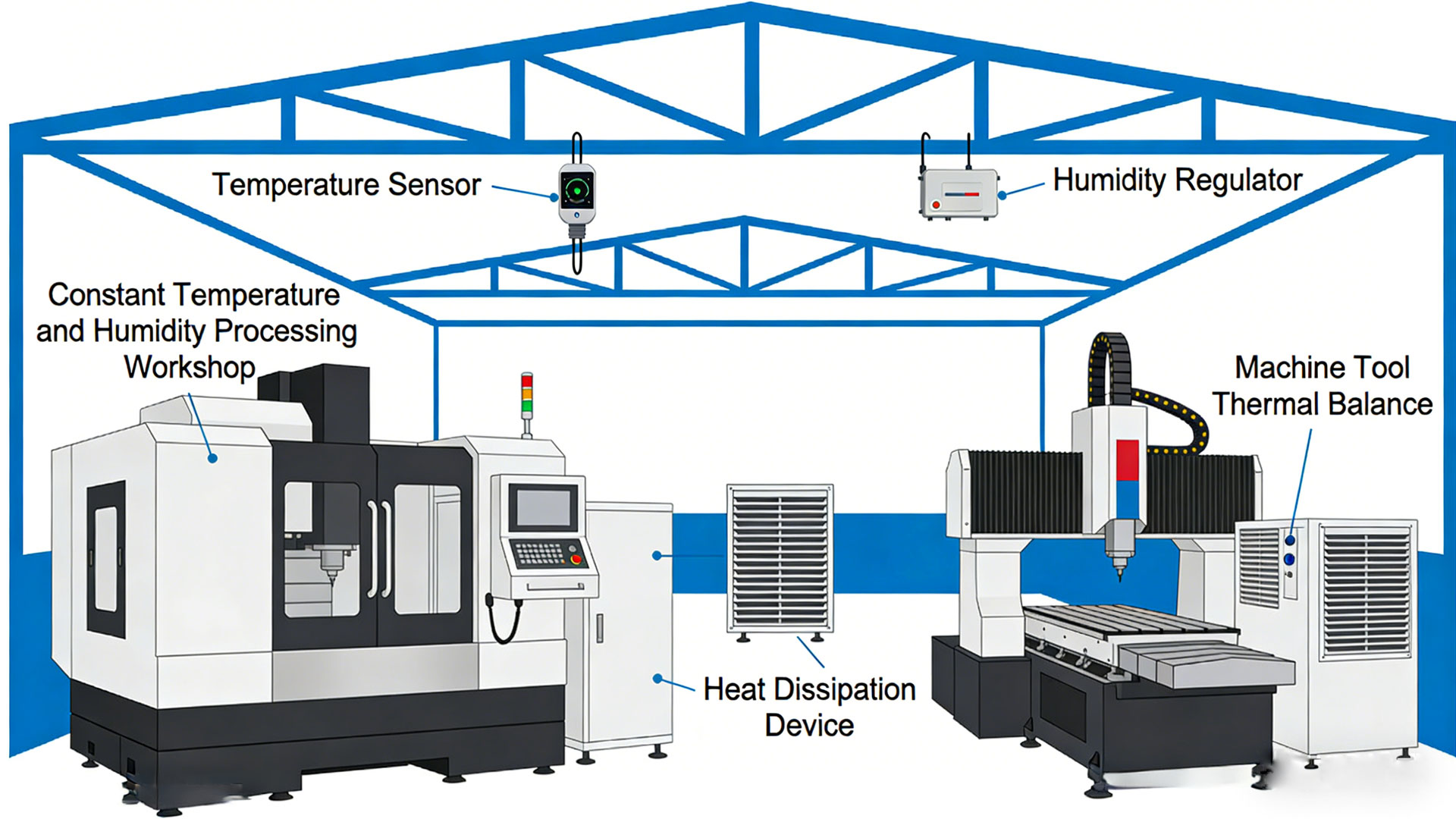
Schematisches Diagramm einer konstanten Temperatur- und Feuchtigkeitsbearbeitungswerkstatt und eines thermischen Gleichgewichts der Werkzeugmaschine
2.3 Optimierung der Werkzeuggeometrie und der Schneidstrategie: Kontrolle von Kraft und Wärme
• WerkzeugauswahlPriorisieren Sie unbeschichtete oder diamantbeschichtete Karbid-Endfräse mit scharfen Schneidkanten und einem großen Rakewinkel (10°-15°). Scharfe Kanten reduzieren das Pressen, und ein großer Rakewinkel senkt die Schneidkräfte und die Wärmeerzeugung. Die Diamantbeschichtung kann den Reibungskoeffizienten erheblich reduzieren und die Wärmeerzeugung weiter verringern.
• Geometrische ParameterVerwenden Sie einen großen Schraubenwinkel (35°-45°), um ein reibungsloses Scherschneiden und eine effiziente Spänevakuierung zu erreichen. Ein kleiner Werkzeugnasanradius ist vorteilhaft für die Bearbeitung feiner Konturen.
• Schneidparameter: Verabschieden einer Hochgeschwindigkeitsfrässtrategie, die sich durch " hohe Spindelgeschwindigkeit, kleine Schnitttiefe und moderate Zufuhrgeschwindigkeit" Die hohe Spindeldrehzahl (z.B. 10.000-30.000 U/min) reduziert die Belastung pro Zahn. Die geringe axiale Schnitttiefe (z.B. 0,05-0,2 mm) minimiert die Schnittkraft und die Tiefe der hitzebedingten Zone. Dies wird mit einer entsprechenden Zufuhr pro Zahn (z.B. 0,01-0,05mm/z) kombiniert, um Bearbeitungseffizienz und Oberflächengüte zu gewährleisten. Verwenden Sie ausreichend, temperaturgesteuertes Kühlmittel für die Flut- oder Hochdruckinnenkühlung während des gesamten Prozesses, um eine rechtzeitige Wärmeentfernung zu gewährleisten.
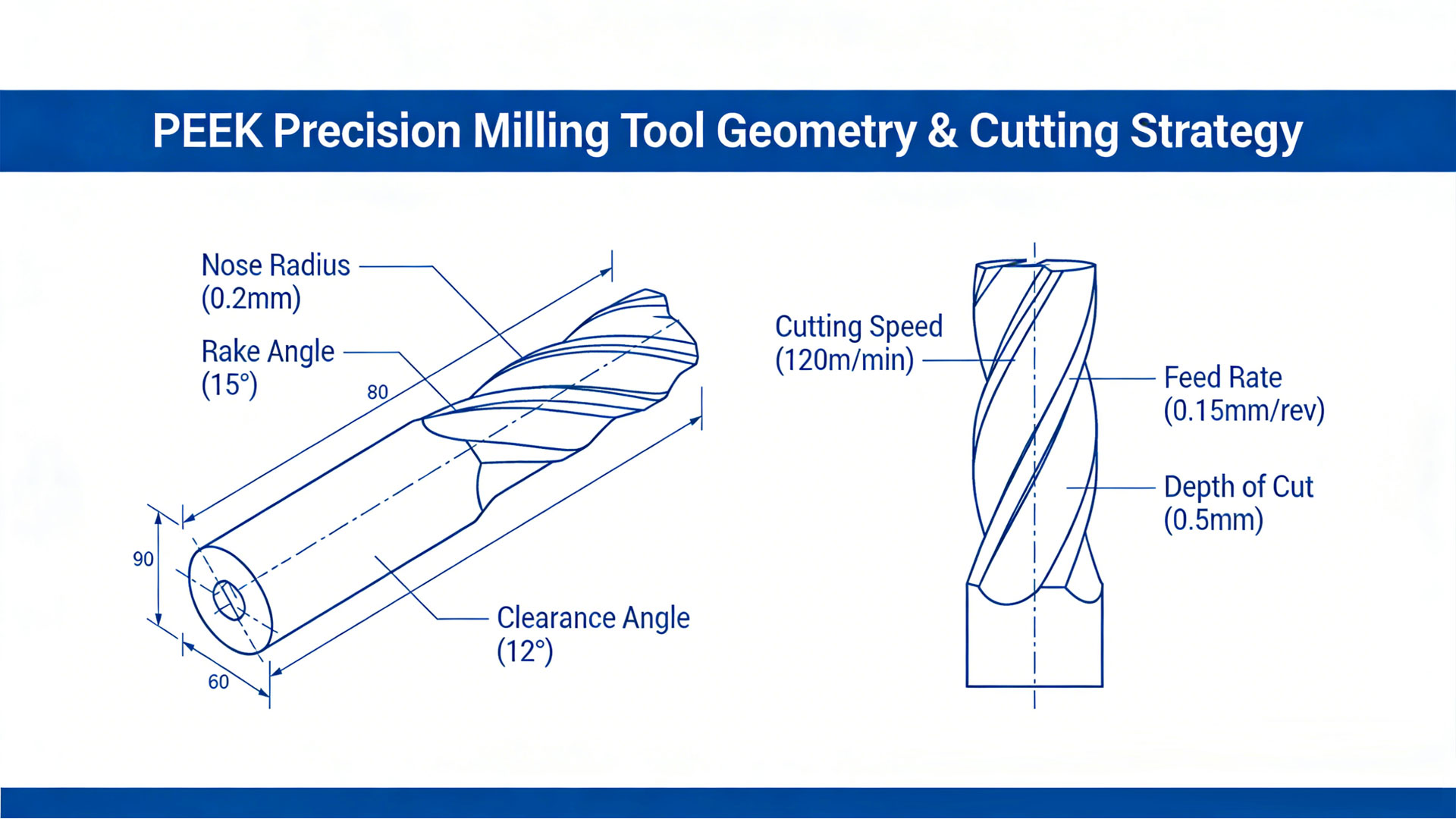
Schematisches Diagramm der Werkzeuggeometrieparameter und der Schneidstrategie für das Präzisionsfräsen von PEEK
4. Online-Mess- und Kompensationsstrategie: Closed-Loop-Genauigkeitssicherung
Nach kritischen Prozessschritten wird eine Online- oder In-situ-Messung eingeführt. Hochpräzise Kontakt- oder Kontaktlose Sonden werden zur direkten Messung von Merkmale-Abmessungen an der Werkzeugmaschine verwendet. Die Messdaten werden mit dem theoretischen Modell verglichen und mit Hilfe der Kompensationsfunktionen des CNC-Systems (wie Werkzeugradiuskompensation und Werkstückkoordinatensystem-Offset) auf Mikronenebene Korrekturen an anschließenden Bearbeitungswegen vorgenommen. Für mehrstufige Teile ein iterativer Prozesspfad von " grobe Bearbeitung → Halbfertigung → Messung und Kompensation → Veredelung" kann übernommen werden, um sich schrittweise den Zieldimensionen zu nähern. Nach der Bearbeitung sollte das Teil über 24 Stunden in einer konstanten Temperatur- und Luftfeuchtigkeitsumgebung ruhen lassen. Sobald die Spannung und die Temperatur/Feuchtigkeit vollständig ausgewogen sind, wird eine Endprüfung mit einer Koordinatenmessmaschine (CMM) durchgeführt. Die erhaltenen Daten dienen zur Bereitstellung von Feedback zur Optimierung der Prozessparameter.
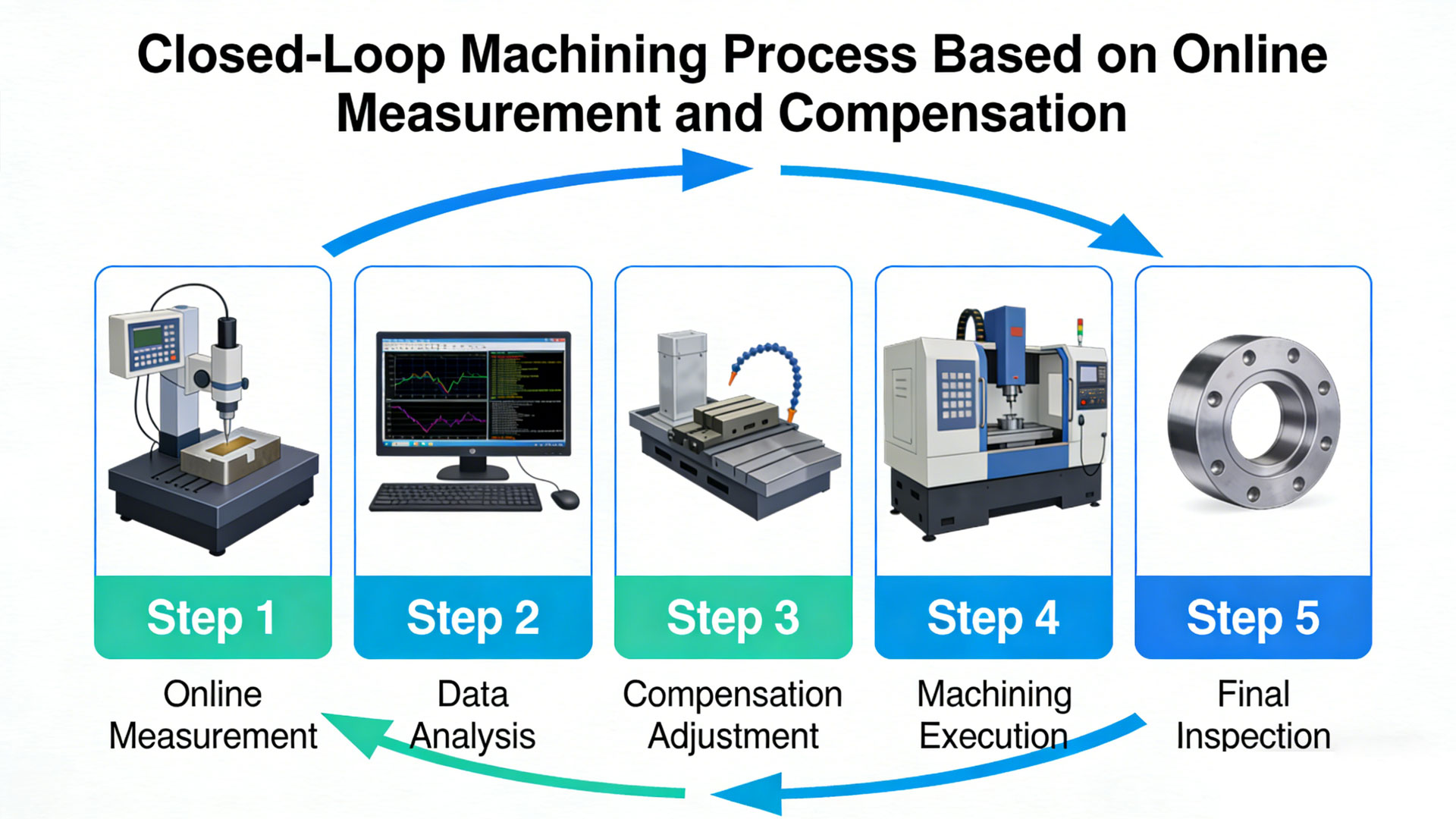
Blockdiagramm des Schleifenbearbeitungsprozesses basierend auf Online-Messung und Kompensation
III. Zusammenfassung und Ausblick
Das Erreichen einer Fräsgenauigkeit von ±0,01 mm bei PEEK-Werkstoffen ist eine komplexe technische Herausforderung, die ein tiefgreifendes Verständnis der Werkstoffeigenschaften sowie fortschrittliche Präzisionsfertigungstechnologien erfordert. Die Kernprinzipien lauten:Stabilisieren des Rohlings von der Quelle durch Spannungsvorlastung; Isolierung äußerer Störungen bei konstanter Temperatur und Luftfeuchtigkeit; Minimierung bearbeitungsbedingter Kraft und thermischer Auswirkungen durch optimierte Werkzeuge und Schneidparameter; und Aufbau eines geschlossenen Genauigkeitssteuerungssystems durch Online-Messung und Kompensation.
Mit dem Fortschritt der Smart Sensing, Digital Twin und adaptiven Steuerungstechnologien ist die Präzisionsbearbeitung von PEEK bereit, sich zu einer höheren Intelligenz und Anpassungsfähigkeit zu entwickeln. Durch die Echtzeitüberwachung von multiphysikalischen Feldsignalen wie Schneidkraft, Vibrationen und Temperatur und deren Verknüpfung mit Material- und Prozessmodellen kann das System dynamisch Verformungen vorhersagen und kompensieren. Dies wird letztlich eine stabile Massenproduktion mit nanoskalarer Genauigkeit und Sub-Mikron-Oberflächenqualität ermöglichen und kritische Komponenten für modernste technologische Anwendungen unterstützen.
Vorherige:Leitfaden zur Qualitätsprüfung von PEEK-Bearbeiteten Teilen: Normen und Methoden
Nächster:Nicht mehr/Ende
Sind Sie bereit, Ihre CAD-Datei in ein maßgefertigtes Teil zu verwandeln? Laden Sie Ihr Design hoch, um ein kostenloses, präzises Angebot zu erhalten.
Jetzt unverbindlich anfragen


