





6061 Aluminiumbearbeitung: Vereinfachen Sie das Design, um Kosten zu senken
Veröffentlicht am Donnerstag, 19. März 2026
Inhaltsverzeichnis:Optimieren Sie 6061 Aluminium Teile Kosten & Beschleunigen Sie die Time-to-Market mit dem erfahrenen DFM. Dieser Leitfaden für R& D engineers zeigt, wie die frühe Zusammenarbeit mit Lieferanten das Design für Fertigbarkeit, die Optimierung der Struktur, Toleranzen und Eigenschaften zum Schneiden von Material, Arbeit & amp; Kosten senken und gleichzeitig Leistung sichern. Lea
Im hart umkämpften Bereich der Produktentwicklung stellen die Kostenkontrolle und die Verkürzung der Markteinführungszeit ständige Herausforderungen dar. Bei Bauteilen aus der Aluminiumlegierung 6061, die in der Luft- und Raumfahrt, der Unterhaltungselektronik, der Automatisierungstechnik und anderen Branchen weit verbreitet sind, wird der Endpreis weitgehend bereits in der frühen Phase der CAD-Zeichnungen der Forschungs- und Entwicklungsingenieure festgelegt. Der traditionelle lineare Prozess „Entwurf-Freigabe-Fertigung“ führt häufig dazu, dass Konstruktionen aufgrund unzureichender Berücksichtigung fertigungstechnischer Einschränkungen auf Bearbeitungsprobleme, steigende Kosten und Lieferverzögerungen stoßen. Dieser Artikel soll F&E-Ingenieuren und Projektverantwortlichen eine detaillierte Analyse liefern, wie professionelle Bearbeitungsdienstleister bereits in der ersten Produktdesignphase die Struktur, Toleranzen und Merkmale von 6061-Aluminiumteilen durch eine systematische Design-for-Manufacturability-Analyse (DFM) an der Quelle optimieren können. Dieser Ansatz ermöglicht eine umfassende Reduzierung der Material-, Arbeits- und ertragsbezogenen Kosten bei gleichzeitiger Gewährleistung der Leistungsfähigkeit.
I. DFM: Bridging Design und Fertigung
Design für Fertigbarkeit geht nicht nur darum, ein Design zu erstellen " . Einfach zu maschinieren. " Es ist eine systematische Engineering-Methodik, die unter der Prämisse der Garantie von Produktfunktion, Qualität und Zuverlässigkeit das Design optimiert, um Fertigungsprozesse zu vereinfachen, Produktionskosten zu senken und die Produktionseffizienz zu verbessern. Für das Fräsen von 6061 Aluminium liegt der Kern von DFM in einem tiefen Verständnis von Materialeigenschaften (wie gute Bearbeitbarkeit und moderate Festigkeit), Werkzeugmaschinenfähigkeiten (wie dynamische Genauigkeit, Werkzeugstörungen) und Bearbeitungswirtschaftlichkeit (wie Setup-Zeiten, Werkzeugverschleiß). Die frühzeitige Beteiligung professioneller Lieferanten spritzt genau diese Produktionsseite ein " . Wissenswert" in die Konstruktionsphase, wodurch kostspielige Konstruktionsüberarbeitungen vermieden werden.
Schematischer Vergleich eines Teils vor und nach der DFM-Optimierung
II. Wichtige DFM-Strategien und Fallstudien für die Fräsbearbeitung von 6061-Aluminiumteilen
Im Folgenden werden spezifische Fälle kombiniert, um die grundlegenden DFM-Empfehlungen für Fräsprozesse unter allgemeinen Präzisionsanforderungen (±0,05 mm) zu erläutern.
1. Strukturelle Optimierung: Reduzierung von Material und Bearbeitungsvolumen
Strategie:Ersetzen Sie in nicht kritischen tragbaren Bereichen feste, sperrige Strukturen durch ausgehöhlte Abschnitte, Gewichtsreduzierungstaschen und Verstärkungsrippen. Dies spart nicht nur teure Rohstoffe, sondern reduziert auch die Fräszeit und den Werkzeugverschleiß erheblich.
Fallstudie:Eine Aluminiumplatte, die für eine Ausrüstungshalterung verwendet wurde, wurde ursprünglich als eine 50 mm dicke Festplatte konzipiert, die nur ein paar Montagelöcher erfordert, um bearbeitet zu werden. Die DFM-Analyse ergab, dass seine Kernfunktion darin bestand, Montageflächen und Verbindungstärke bereitzustellen. Nach der Optimierung wurde unter Gewährleistung der Dicke der Montageflächen und der Festigkeit der Schlüsselverbindungspunkte das Innere in eine rippenverstärkte Hohlraumstruktur ausgehöhlt. Das Gesamtgewicht wurde um über 40 % reduziert, wobei sich die Materialkosten und die raue Bearbeitungszeit proportional verringerten.
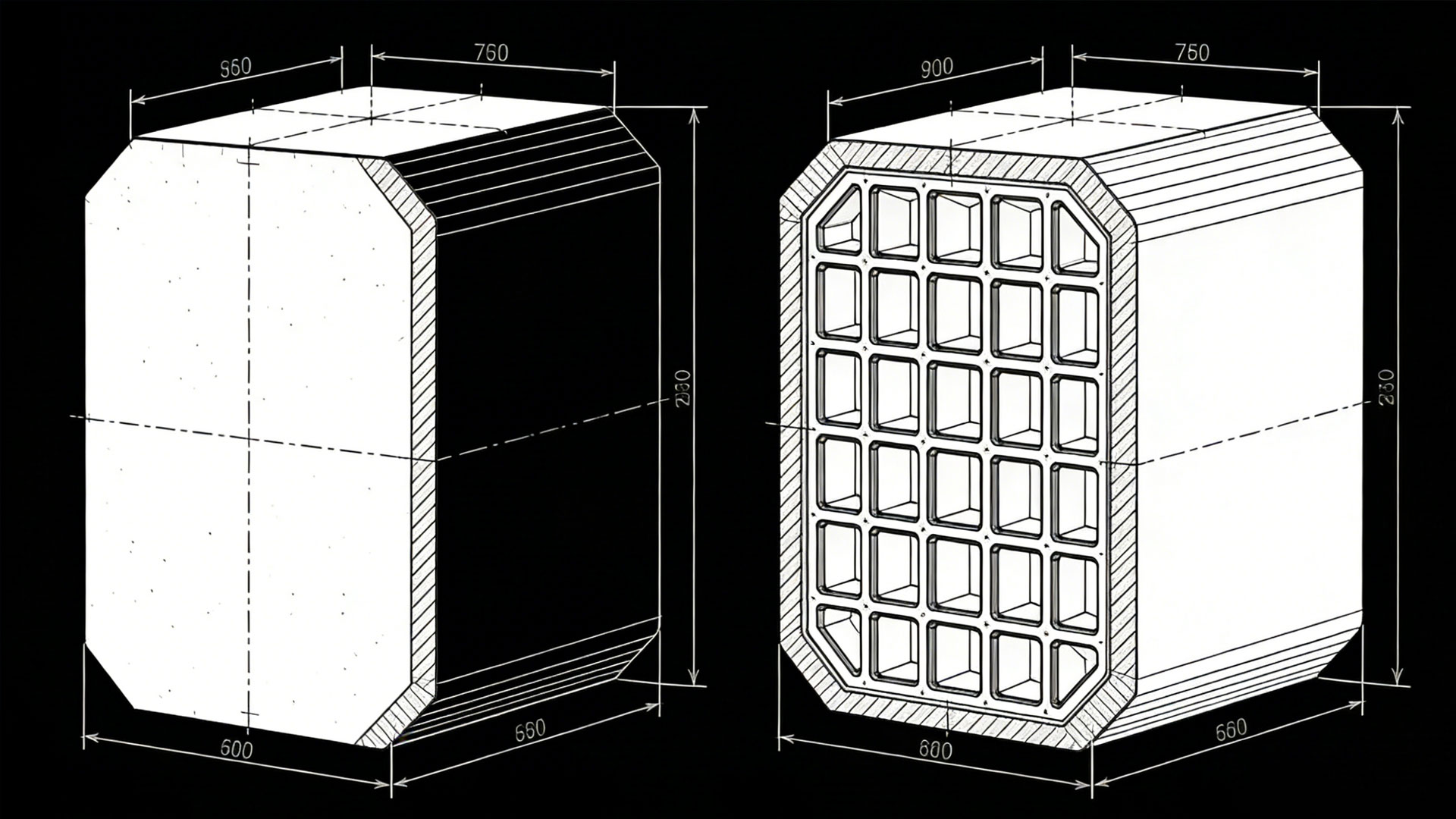
Leichtgewicht durch interne Aushöhlung und Rippenbau
2. Funktionsvereinfachung: Vermeidung unnötiger Bearbeitungsherausforderungen
Strategie:Vereinfachen oder modifizieren Sie Funktionen, die spezielle Werkzeuge, nicht standardmäßige Prozesse oder eine extrem hohe Präzision der Werkzeugmaschine erfordern.
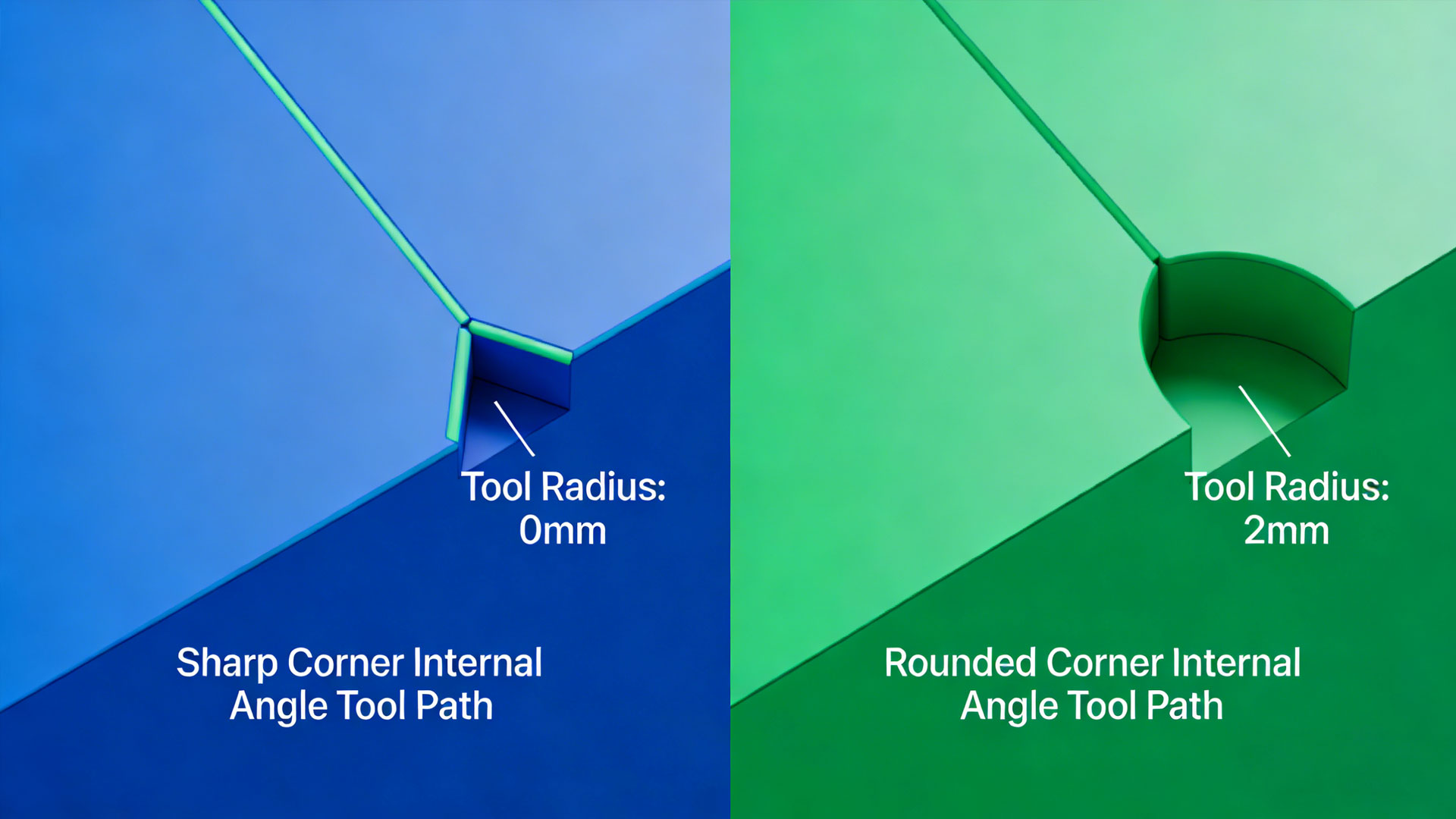
Fall A (Innenecken):Innere vertikale Ecken in einer Konstruktion, wenn scharfe Ecken erforderlich sind, erfordern den Einsatz von Werkzeugen mit sehr kleinem Durchmesser, was zu einer geringen Bearbeitungseffizienz und einem hohen Werkzeugbrecherrisiko führt. DFM empfiehlt, allen Innenecken einen Radius (z.B. R3 oder größer) hinzuzufügen, der den üblichen Endmühlendurchmessern entspricht. Dies ermöglicht den Einsatz von Werkzeugen mit größerem Durchmesser und höheren Zufuhrraten für die Konturbearbeitung, was die Effizienz mehrmals verbessern kann.
Fall B (Tiefe Taschen/schmale Schlitze):Für die Konstruktion eines schmalen Schlitzes mit einer Tiefe von mehr als 50 mm und einer Breite von nur 4 mm sind maßgeschneiderte, nicht standardmäßige Werkzeuge mit einem extrem hohen Länge-Durchmesserverhältnis erforderlich. Dies führt zu starkem Gespräch, Schwierigkeiten bei der Aufrechterhaltung der Präzision und sehr hohen Kosten. DFM schlägt eine Beratung mit dem Ingenieur vor, ob die Schlitzbreite funktional zulässig auf 6 mm oder mehr erhöht oder auf ein segmentiertes flaches Schlitzdesign geändert werden kann. Dies ermöglicht sofort den Einsatz von Standardwerkzeugen, was die Bearbeitungsstabilität und die Kosteneffizienz erheblich verbessert.
3. Toleranzrationalisierung: Ausgleich zwischen Leistung und Herstellungskosten
Strategie:Die Notwendigkeit jeder Dimensionstoleranz streng bewerten. Entspannen Sie Toleranzen für nicht-kritische Passabmessungen auf einen wirtschaftlichen Präzisionsbereich (z.B. ±0,1 mm oder breiter), wobei enge Toleranzen (±0,05 mm oder strenger) nur für wichtige Funktionsflächen vorbehalten werden. Die Verschärfung einer Toleranz um eine Klasse erfordert oft die Hinzufügen von Veredelungsvorgängen, die Reduzierung der Zufuhrraten oder die Notwendigkeit sekundärer Einrichtungen, was zu einer exponentiellen Kostensteigerung führt.
Fallstudie:Für ein Aluminiumgehäuse wurden zunächst alle Außenabmessungen als ±0,05 mm angegeben. Die DFM-Analyse ergab, dass nur die Dichtnut und die Hauptmontageschnittstellen diese Präzision für eine ordnungsgemäße Montage erfordern. Toleranzen für die übrigen nicht-paarenden ästhetischen Flächen könnten auf ±0,15 mm entspannt werden. Diese Einstellung ermöglichte es, den größten Teil des Profils mit effizienteren Fräs- und Halbfertigungsstrategien zu vervollständigen, wodurch etwa 25% Bearbeitungszeit eingespart wurden.
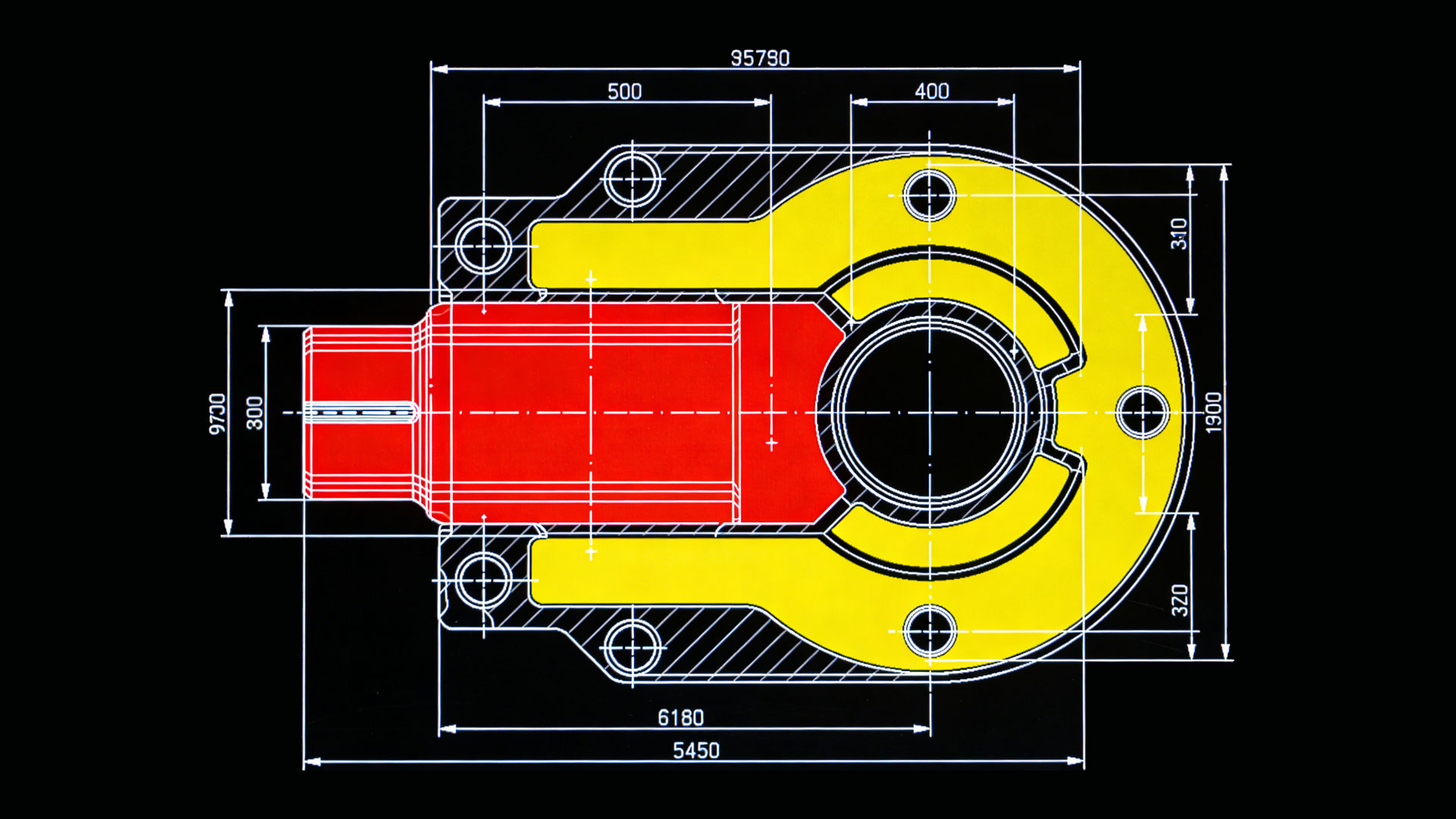
Identifizierung und Differenzierung von Schlüssel- und Nicht-Schlüsseltoleranzzonen
4. Befestigung und Datum Design: Die Grundlage für eine effiziente Produktion legen
Strategie:Betrachten Sie die Befestigungsmethode des Teils auf dem Werkzeugmaschinentisch während der Konstruktionsphase. Stellen Sie ausreichende, flache Klemmflächen bereit und arrangieren Sie möglichst mehrere Funktionen in der gleichen Aufstellungsrichtung, um Teileflips zu minimieren. Definieren Sie Konstruktionsdaten eindeutig und richten Sie sie an Bearbeitungsdaten aus.
Fallstudie:Ein Teil, das eine Bearbeitung auf fünf Flächen erforderte, fehlte ursprünglich klaren Klemmbossen oder Opferlappen, was komplexe kundenspezifische Befestigungen oder mehrere Setups erforderte. Zu den DFM-Empfehlungen gehörten die Hinzufügen mehrerer kleiner, nicht funktionaler Prozessbosse in nicht-kritischen Bereichen, um als Klemmflächen zu dienen, so dass alle kritischen Merkmale in zwei Aufstellungen bearbeitet werden können. Diese Bosse wurden nach der Bearbeitung leicht entfernt. Diese Änderung reduzierte die Anzahl der Setups von fünf auf zwei und verbesserte Konsistenz und Effizienz erheblich.
III. Zusammenfassung und Ausblick
Die obige Analyse zeigt, dass die Optimierung der Gesamtkosten für das Fräsen von Aluminium-Teilen 6061 ein systematischer technischer Aufwand ist, der in der Konstruktionsphase beginnt. Der DFM-Service von professionellen Bearbeitungslieferanten übersetzt im Wesentlichen Fertigungserfahrungen, Einschränkungen und wirtschaftliche Überlegungen in spezifische, umsetzbare Entwurfsoptimierungsempfehlungen. Sein Kernwert spiegelt sich in:Verringerung des Materialverbrauchs, Verringerung der Bearbeitungszeit und der Werkzeugkosten, Verbesserung der First-Pass-Ausbeute und Verkürzung des gesamten Lieferzyklus.
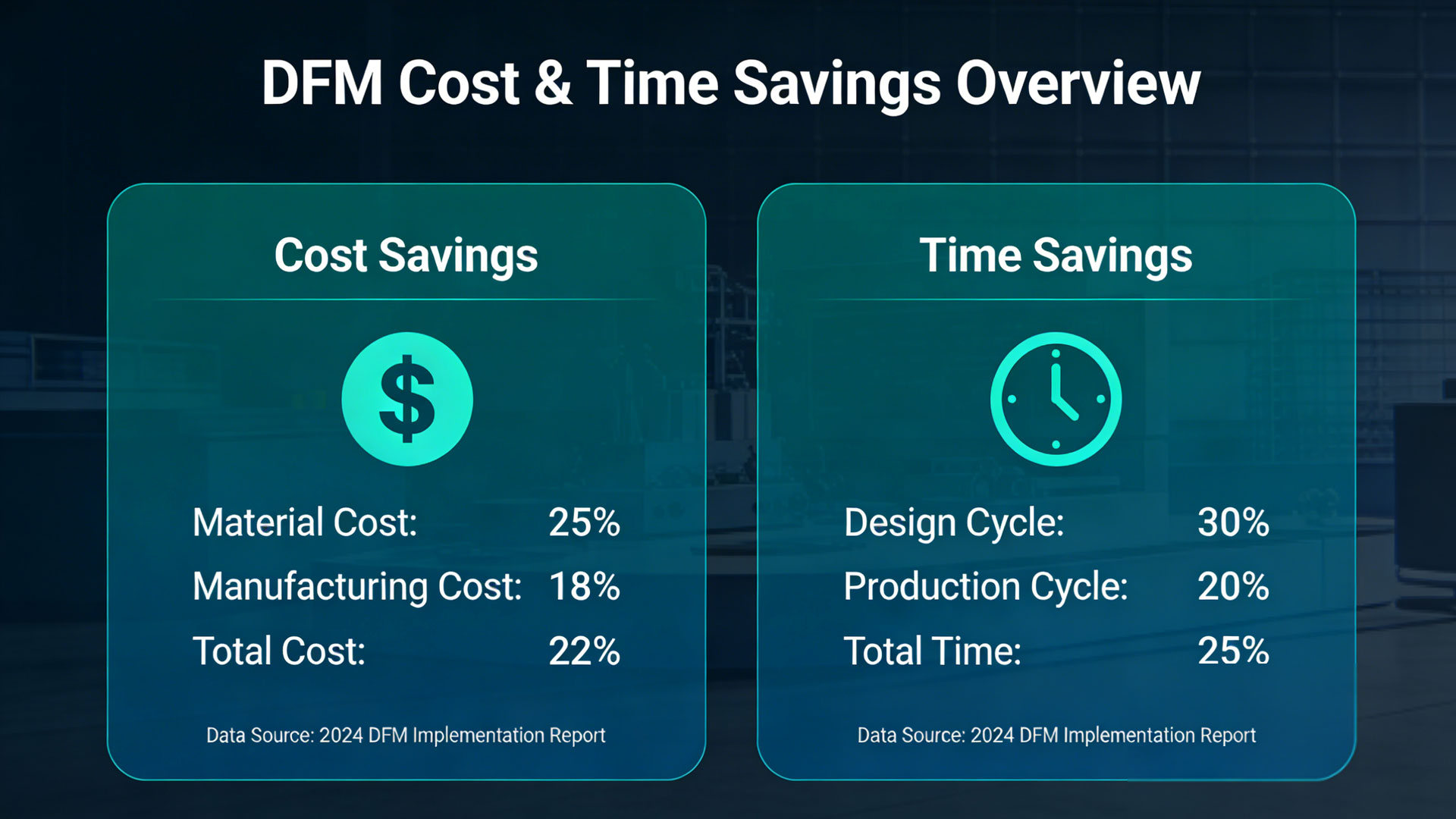
Auswirkungen der frühen DFM-Beteiligung auf die Gesamtkosten und den Zeitplan des Projekts
Wir empfehlen, dass die R& D Team sieht die Herstellungsexperten der Lieferanten als " kollaborative Designpartner" und sie von der Produktkonzeptfertigung bis zur detaillierten Konstruktionsphase einbeziehen. Eine kurze DFM-Sitzung oder eine Zeichnungsüberprüfung kann verhindern, dass potenzielle Kosten und Risiken die Investition weit übersteigen. Mit der Entwicklung der Digitalisierung und der Intelligenz werden die Cloud-geteilten DFM-Inspektionssoftware und Wissensbasis diese Zusammenarbeit nahtlos und effizienter machen. Doch unabhängig davon, wie es sich entwickelt, bleibt das Kernkonzept unverändert:Die beste Kostenkontrolle erfolgt, bevor die erste Zeichnung erstellt wird.
Sind Sie bereit, Ihre CAD-Datei in ein maßgefertigtes Teil zu verwandeln? Laden Sie Ihr Design hoch, um ein kostenloses, präzises Angebot zu erhalten.
Jetzt unverbindlich anfragen


