





PEEK-Fräsführung: Parameter für Pure, GF, & CF-Klassen
Veröffentlicht am Dienstag, 17. März 2026
Inhaltsverzeichnis:Master PEEK Bearbeitung mit dieser endgültigen Anleitung zu Parametern für Fräsen, Bohren und tippen. Optimieren Sie Ihren Prozess für unveränderte, glasfaserverstärkte oder kohlefaserverstärkte PEEK-Qualitäten. Erfahren Sie die kritischen Kühlstrategien (Trocken, Luft, MQL) und Werkzeugauswahl, um Überhitzung zu verhindern und die Oberfläche zu verbessern
PEEK (Polyetheretherketon), als leistungsstarker Ingenieurkunststoff, wird in der Luft- und Raumfahrt, in der Medizin und in den Halbleiterbereichen weit verbreitet. Seine ausgezeichneten mechanischen und thermischen Eigenschaften stellen spezifische Anforderungen an Bearbeitungsprozesse. Um eine schnelle Referenz und Umsetzung durch das Vor-Ort-Prozesspersonal zu erleichtern, erstellt dieses Dokument systematisch empfohlene Prozessparameter für das Fräsen verschiedener PEEK-Grade in verschiedenen Operationen, die auf die allgemeine Präzision (±0,05 mm) abzielen, mit dem Ziel, die Bearbeitungseffizienz und die Qualitätsstabilität zu verbessern.
1. Allgemeine Grundsätze und Klassifizierung
Der Kern der PEEK-Bearbeitung besteht darin, Schneidwärme und Schneidkraft zu kontrollieren, um Materialüberhitzung und Weichung (Glasübergangstemperatur ca. 143°C) oder das Auftreten von Graben und Delaminierung zu vermeiden. Basierend auf verschiedenen Verstärkungsphasen ist es hauptsächlich in drei Kategorien unterteilt:unmodifiziertes reines PEEK, Glasfaserverstärktes PEEK (z.B. PEEK-GF30)undKohlefaserverstärktes PEEK (z.B. PEEK-CA30)Verstärkende Materialien erhöhen die Materialhärte und die Verschleißbeständigkeit erheblich, beschleunigen aber gleichzeitig den Werkzeugverschleiß, was gezielte Prozessanpassungen erfordert.

Schema gemeinsamer PEEK-Materialqualitäten und Verstärkungsphasen
2. Schnelle Referenztabelle für Fräsprozessparameter
Die in der folgenden Tabelle empfohlenen Parameter basieren auf der allgemeinen Werkzeugmaschinensteifheit und den gängigen Werkzeugmarken. In praktischen Anwendungen ist eine Feinabstimmung nach spezifischen Arbeitsbedingungen erforderlich.
Tabelle 1: Bearbeitungsparameter für Flächenfräsen, Seitenfräsen und Schlitzfräsen
| Prozess / Material | Empfohlenes Werkzeug | Schneidgeschwindigkeit Vc (m/min) | Zufuhr pro Zahn Fz (mm/z) | Schnitttiefe Ap (mm) | Radiale Schnitttiefe Ae (mm) | Kühlstrategie |
|---|---|---|---|---|---|---|
| Unmodifiziertes PEEK | Feinkornkarbid, scharfe Schneidkante, großer Rakewinkel | 150-250 | 0.05-0.15 | 0.5-3 | (Gesichtsfräsen) 0,5D-0,8D (Seitenfräsen) 0,5-2 | Trockenschneiden oder starke Luftkühlung bevorzugt |
| Glasfaserverstärktes PEEK | Diamantbeschichtetes Karbid- oder PCD-Werkzeug | 100-180 | 0.04-0.10 | 0.5-2 | (Gesichtsfräsen) 0.3D-0.6D (Seitenfräsen) 0,3-1,5 | Starke Luftkühlung oder Mindestschmierung (MQL) |
| Kohlefaserverstärktes PEEK | PCD-Werkzeug oder hochwertiges Diamantbeschichtetes Werkzeug | 80-150 | 0.03-0.08 | 0.3-1.5 | (Gesichtsfräsen) 0,2D-0,5D (Seitenfräsen) 0,2-1 | Starke Luftkühlung oder MQL ist obligatorisch |
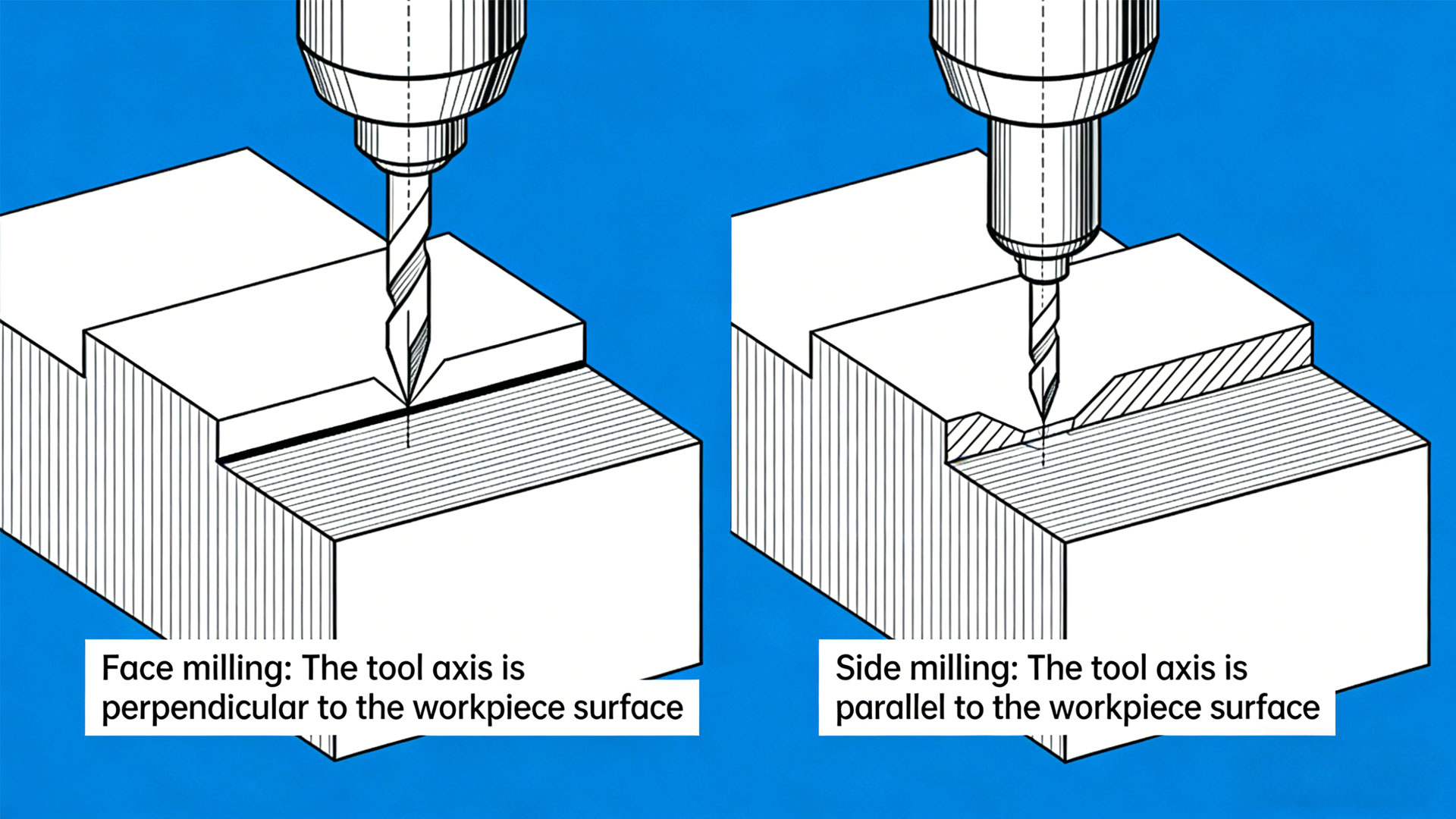
Schema von PEEK-Flächenfräsen und Seitenfräsen
Tabelle 2: Bohr- und Gewindebearbeitungsparameter
| Prozess / Material | Empfohlenes Werkzeug | Schneidgeschwindigkeit Vc (m/min) oder Geschwindigkeit (rpm) | Zufuhr (mm/Dreh oder mm/Min) | Kühlstrategie | Besondere Hinweise |
|---|---|---|---|---|---|
| Bohren (durch Loch) | Carbid-Drehbohrer, Punktwinkel 118°-130°, polierte Flöte | 30-60 m/min | 0,02-0,10 mm/Dreh | Starke Luftkühlung oder MQL | Häufige Rückzug auf klare Chips, vermeiden Sie Verstopfung |
| Tippen (unter M6) | Kobalt HSS-Hahn, TiN beschichtet | 5-15 m/min | Steigung (mm/Dreh) | Spezialpasta Schmiermittel | Spiralflöte Kran empfohlen, hinterlassen genügend Platz am Blindloch Boden |
Anwendung der Kühlstrategie beim Bohren und Abfangen von PEEK
III. Leitfaden zur Auswahl der Kühlstrategie
Das Kühlverfahren wirkt sich direkt auf die Oberflächengüte und die Abmessgenauigkeit des bearbeiteten PEEK aus.
TrockenschneidenGeeignet für leichtes Schneiden von unmodifiziertem PEEK. Erfordert extrem scharfe Werkzeuge und eine reibungslose Spänevakuierung.
Starke Luftkühlung (Luftpistole)Die am häufigsten verwendete und empfohlene Methode. Effizient blast Span weg und kühlt sowohl Werkzeug als auch Werkstück ohne Verunreinigung.
Mindestschmiermenge (MQL)Eine effiziente Methode für verstärktes PEEK. Eine minimale Menge an Ölnebel reduziert Reibungshärme und Werkzeugverschleiß erheblich und verbessert die Spänevakuierung.
HinweisDie Verwendung großer Mengen an Kühlmittel sollte vermieden werden, um Feuchtigkeitsabsorption und Schwellung von PEEK zu verhindern, was die Dimensionsstabilität beeinträchtigen kann.
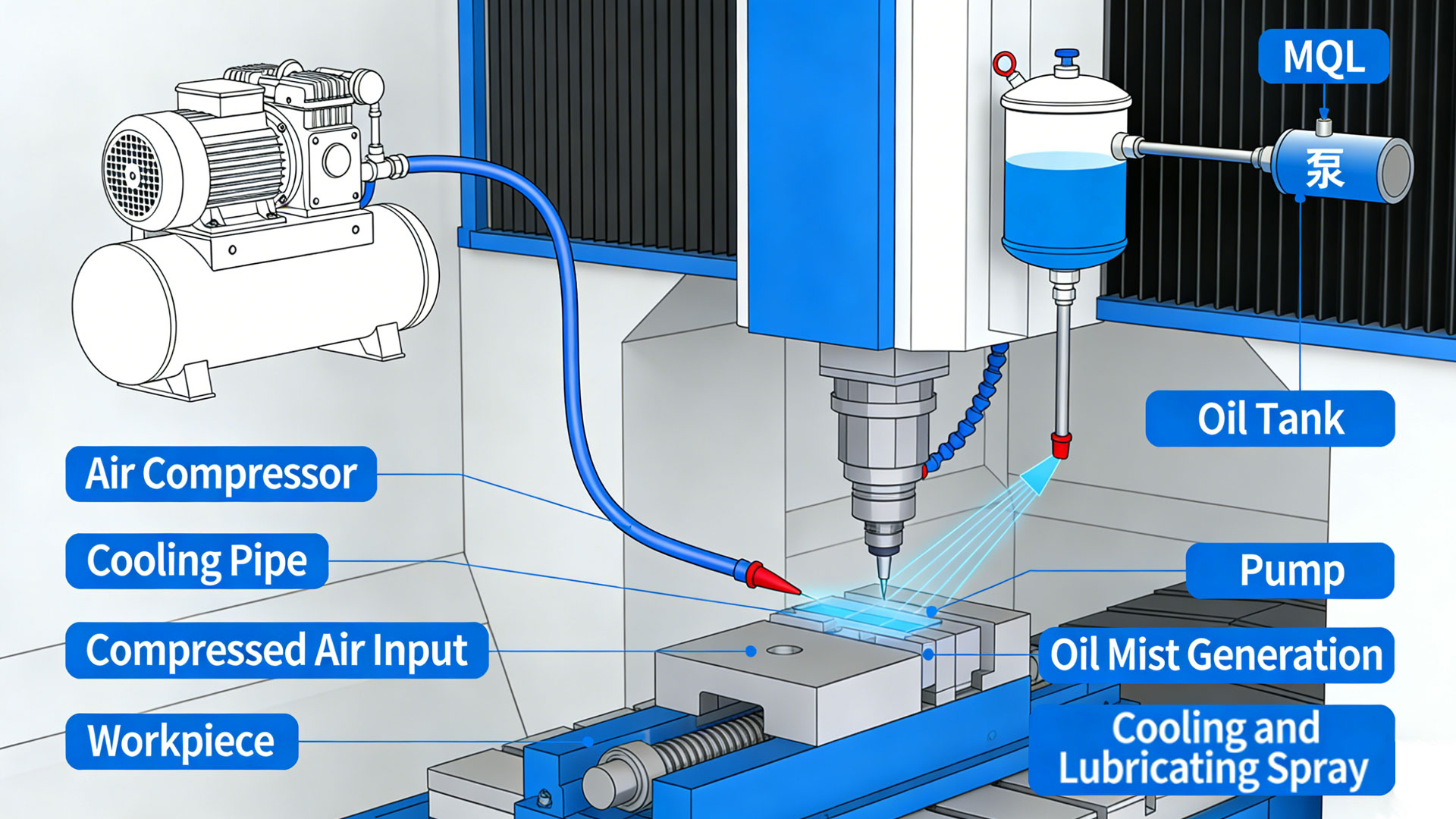
Schema von Luftkühlungs- und Mindestschmiersystemen (MQL)
IV. Zusammenfassung und Empfehlungen
Der Schlüssel zur erfolgreichen Bearbeitung von PEEK liegt in:Auswahl verschleißfester Werkzeuge basierend auf der Materialqualität (scharfes Karbid für reine Qualitäten, PCD oder beschichtete Werkzeuge für verstärkte Qualitäten verwenden); Einsatz höherer Schneidgeschwindigkeiten in Kombination mit kleineren Zulaufgeschwindigkeiten und Schneidtiefen zur Reduzierung der Schneidkräfteundobligatorische Verwendung von Luftkühlung oder MQL zur Entfernung von WärmeDie in diesem Quick Reference Guide vorgesehenen Parameterbereiche können als Ausgangspunkt für die Prozessdebugging dienen. In der tatsächlichen Produktion sollte die Optimierung unter Berücksichtigung von Werkzeugverschleiß, Maschinenzustand und spezifischen Teileanforderungen durchgeführt werden, wobei die Chipsteuerung konsequent als Schlüsselkriterium für die Prozessgesundheit verwendet wird.
Sind Sie bereit, Ihre CAD-Datei in ein maßgefertigtes Teil zu verwandeln? Laden Sie Ihr Design hoch, um ein kostenloses, präzises Angebot zu erhalten.
Jetzt unverbindlich anfragen


