





Erreichen von ±0,01mm Präzisionsfräsen für 6061 Aluminium-Komponenten
Veröffentlicht am Mittwoch, 04. März 2026
Inhaltsverzeichnis:Die Erreichung einer Präzision von ±0,01 mm bei der Bearbeitung von 6061 Aluminium erfordert ein komplettes System, nicht nur eine Präzisionsmaschine. Entdecken Sie unseren bewährten technischen Rahmen für Werkzeugmaschinen mit hoher Steifigkeit, eine kontrollierte Mikron-stabile Umgebung, spezialisierte Werkzeuge, integrierte Messungen im Prozess und Datenantrieb
In Spitzenbereichen wie der Luft- und Raumfahrt, der Präzisionsoptik und der Halbleiterausrüstung bestimmt die Genauigkeit der Bauteile unmittelbar die endgültige Leistungsfähigkeit und Zuverlässigkeit eines Systems. Das Toleranzband von ±0,01 mm (d. h. 10 Mikrometer) ist die entscheidende Schwelle, die die konventionelle Bearbeitung von der ultrahochpräzisen Bearbeitung unterscheidet. Bei der weit verbreiteten Aluminiumlegierung 6061 verbergen sich hinter ihrer hervorragenden Bearbeitbarkeit auch Risiken eines Präzisionsverlusts im mikroskopischen Maßstab, verursacht durch Faktoren wie Schnittkräfte, thermische Verformung und Vibrationen. Das Erreichen dieses Ziels ist bei weitem nicht allein durch den Einsatz einer „Präzisionswerkzeugmaschine“ möglich; es handelt sich um ein systematisches Projekt, das die gesamte Kette „Werkzeugmaschine – Umgebung – Werkzeug – Prozess – Messung“ abdeckt. Dieser Artikel bietet eine umfassende Analyse des vollständigen, in der Praxis erprobten technischen Unterstützungssystems, das wir aufgebaut haben, um eine ultrahochpräzise Fräsbearbeitung mit einer Genauigkeit von ±0,01 mm für Strukturbauteile aus der Aluminiumlegierung 6061 zu erreichen.
1. Die Stiftung: Eine Werkzeugmaschinenplattform mit hoher Steifigkeit und hoher dynamischer Leistung jenseits der Standards
Die Werkzeugmaschine ist die Grundlage für die Genauigkeit. Um die Genauigkeitsanforderung von ±0,01 mm zu erfüllen, verzichten wir auf allgemeine Geräte und entscheiden uns für vertikale oder horizontale Bearbeitungszentren, die speziell für die Präzisionsbearbeitung entwickelt wurden. Ihre Kerneigenschaften liegen in extremer struktureller Steifigkeit und thermischer Stabilität. Kernkomponenten wie das Bett und die Säule sind aus hochwertigem Gusseisen oder Polymerbeton hergestellt, mit einer Rippenlayout, die durch Endelementenalyse optimiert ist, um eine außergewöhnlich hohe statische und dynamische Steifigkeit zu erzielen, wodurch Schneidchatter unterdrückt wird. Linearführungen verwenden ein hochsteifes, vorspannbares Rollenführungssystem, während Servoantriebe mit hochauflösenden Linearengebern ausgestattet sind, um eine volle Schleifensteuerung zu erreichen, mit einer Positionierungsgenauigkeit von besser als 0,003 mm und einer konsequenten Wiederholbarkeit innerhalb von 0,002 mm. Die Spindel muss als Kernantriebseinheit eine eingebaute motorisierte Spindel sein, die sich durch hohe Drehzahlen (bis zu 20.000 U/min oder höher), geringes thermisches Wachstum und ausgezeichnete radiale und axiale Ablaufgenauigkeit (typischerweise weniger als 0,002 mm) auszeichnet. Gleichzeitig ist die Werkzeugmaschine mit einem intelligenten thermischen Kompensationssystem ausgestattet, das die Temperatur von Schlüsselteilen wie Spindel, Kugelschraube und Lager in Echtzeit überwacht und eine dynamische Offset-Kompensation durch das CNC-System durchführt und den eigenen thermischen Verformungsfehler der Maschine an der Quelle steuert.

Hochstarres Präzisionsbearbeitungszentrum mit voller Schleifensteuerung und thermischem Kompensationssystem
II. Barriere: Schaffung und Schutz einer stabilen Umwelt auf Mikroskala
Wenn die Bearbeitungspräzision das Mikronenniveau erreicht, ändern sich die Umweltfaktoren von " Hintergrund" auf " führende Schauspieler. " Wir sind uns bewusst, dass sogar eine Temperaturschwankung von 0,5°C oder eine leichte Brise ausreicht, um ein Genauigkeitsziel von 0,01 mm unerreichbar zu machen. Daher haben wir eine unabhängige saubere Werkstatt mit konstanter Temperatur und konstanter Luftfeuchtigkeit eingerichtet. Die Temperatur wird streng auf 20°C ±0,5°C gesteuert (unter spezifischen Anforderungen ±0,1°C erreicht) und die Feuchtigkeit wird auf 50% ±5% gehalten, um die durch thermische Ausdehnung und Kontraktion verursachte Dimensionsbetrieb in Werkstücken, Schneidwerkzeugen, Messwerkzeugen und Werkzeugmaschinen maximal zu eliminieren. Das Werkstattfundament wird zur Schwingungsisolation behandelt, um es vor äußeren Schwingungen zu schützen. Gleichzeitig hält ein Luftreinigungssystem die Sauberkeit und verhindert, dass Feinstaub die Mess- und Montagegenauigkeit beeinflusst. Vor der Bearbeitung müssen die Werkstücke einer gründlichen Prüfung unterzogen werden. Temperaturstabilisierung" Prozess für über 24 Stunden in der konstanten Temperatur Werkstatt, um sicherzustellen, dass ihre Innentemperatur vollständig entspricht der Bearbeitungsumgebung. Dies ist eine Voraussetzung für die Gewährleistung der Dimensionsstabilität.

Konstanttemperaturbearbeitungswerkstatt mit präziser Temperatur-/Feuchtigkeitsregelung und vibrationsisoliertem Fundament
III. Das scharfe Werkzeug: Werkzeug- und Werkzeughaltersysteme für Mikronenpräzision
Das Schneidwerkzeug ist das " nib" das direkt mit dem Material interagiert. Um ein effizientes und präzises Fräsen von Aluminiumlegierungen zu erreichen, verwenden wir ultrafeinkörniges Carbid oder diamantbeschichtete Werkzeuge, die Scharfheit und Verschleißbeständigkeit auf mikroskopischer Ebene gewährleisten. Die dynamische Gleichgewichtsgrade der Werkzeuge erreicht G2,5 oder höher, wodurch Schwingungen durch Zentrifugalkraft bei hoher Drehgeschwindigkeit minimiert werden. Noch kritischer ist das Werkzeughaltersystem - es ist das " Brücke" Verbinden der Spindel und des Werkzeugs, und deren Verbindungsgenauigkeit bestimmt direkt die tatsächliche Drehachsengenauigkeit des Werkzeugs. Wir nutzen umfassend Wärmeschrumpfwerkzeughalter oder Hydraulikwerkzeughalter. Wärmeschrumpfwerkzeughalter bieten extrem hohe radiale Spannsteifigkeit und wiederholbare Positionierungsgenauigkeit (≤0,003mm) durch einen Prozess der präzisen Erwärmung für Ausdehnung und Kühlung für Kontraktion. In Verbindung mit hochpräzisen Werkzeugvorstellern können wir die Länge- und Radialauslaufkompensationswerte jedes Werkzeugs genau in das CNC-System eingeben, wodurch ein hohes Maß an Einheit zwischen Befehl" und " Ausführung. "
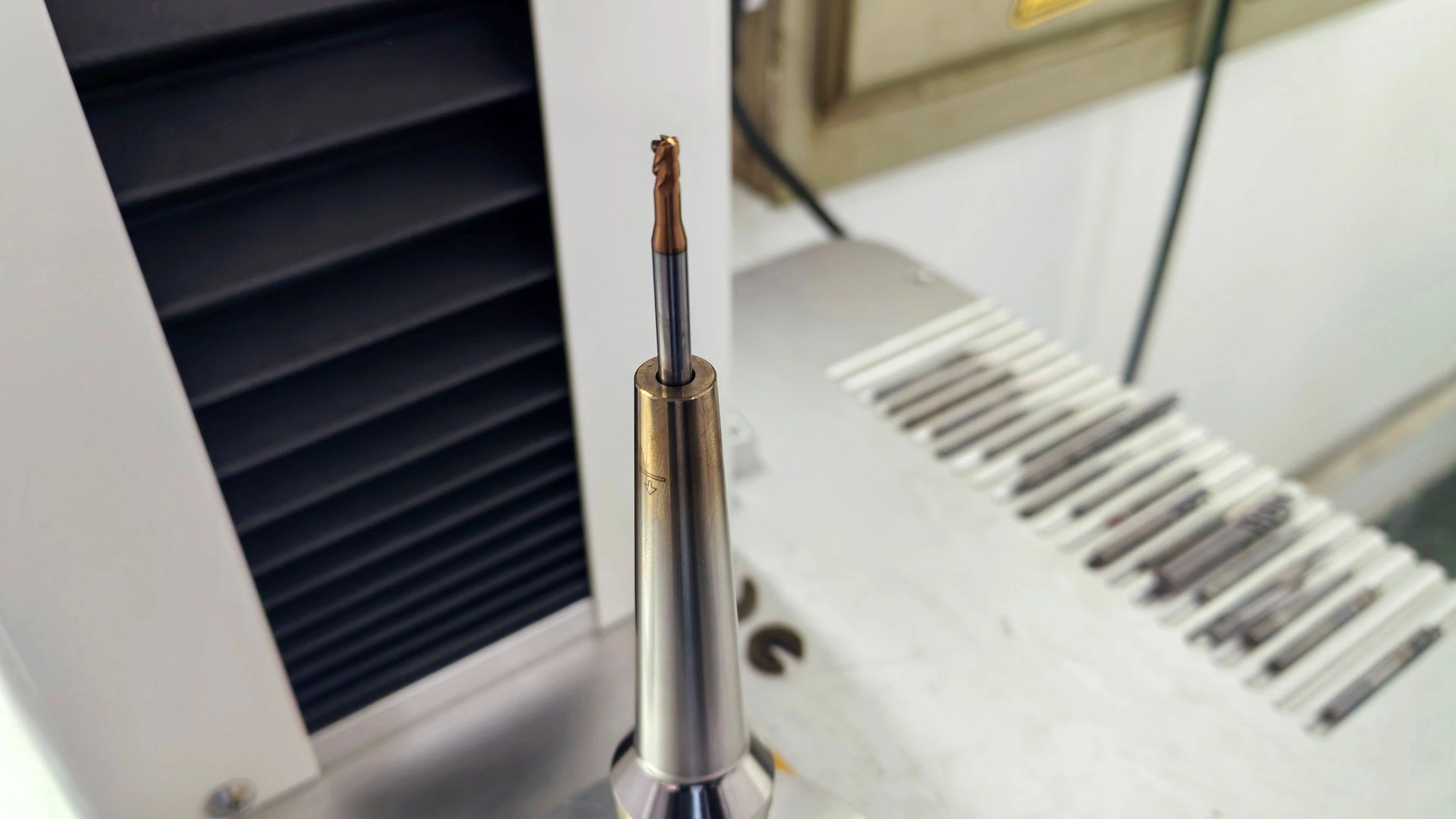
Hochpräziser Wärmeschrumpfwerkzeughalter und der Werkzeugdynamische Ausgleichsprüfungsprozess
IV. Der Benchmark: Online-Messung und intelligente Kompensation während des gesamten Prozesses
" Keine Messung, keine Präzision. " Unsere Philosophie besteht darin, die Messung tief in den Bearbeitungsworkflow zu integrieren. Erstens sind hochpräzise Kontaktsonden in die Werkzeugmaschine integriert. Vor der Bearbeitung wird das Werkstückkoordinatensystem automatisch kalibriert und eingestellt, um Klemmfehler zu beseitigen. Während der Bearbeitung können Schlüsselfunktionen mitten im Prozess gemessen werden und Werkzeugkompensationswerte werden in Echtzeit basierend auf tatsächlichen Messdaten angepasst, um Fehler durch Werkzeugverschleiß zu bekämpfen. Nach der Bearbeitung wird eine endgültige Prüfung an der Maschine durchgeführt, um einen Vorbericht zu erstellen. Bei höheren Abmessungen und geometrischen Toleranzen wird das Werkstück zur Endprüfung an präzisere Koordinatenmessmaschinen (CMM) oder Laserscanner übertragen. Die Daten werden der Abteilung Prozesstechnik zur Optimierung der Prozessparameter zurückgegeben. Dieses geschlossene Qualitätskontrollsystem von " Online-Inspektion + Offline-Neuinspektion" gewährleistet, dass sich jede Ausgabe in einem präzisen, kontrollierten Zustand befindet, der sich über nur " probabilistische Einhaltung. "

Maschinenintegrierte Sonde mit automatischer Messung während des Bearbeitungsprozesses
V. Die Seele: Stringendes, wissenschaftliches und datengesteuertes Prozessdesign
Die Wirksamkeit aller Hardware wird letztlich durch wissenschaftliche Prozessplanung integriert und aktiviert. Für hochpräzise 6061 Aluminiumlegierungsteile halten wir uns an das Prinzip von " Schritt für Schritt, schrittweise Annäherung. " Der Prozessfluss ist sorgfältig unterteilt in: Rough Bearbeitung (schnelle Materialentfernung, gleichmäßige Finish-Zulassung hinterlassend) → Semi-Finish Bearbeitung (weitere Korrektur der Verformung, Schaffung stabiler Bedingungen für die Veredelung) → Stabilisierungsbehandlung (Stresslinderung durch Alterung oder kryogene Behandlung bei Bedarf) → Fertigbearbeitung (unter Verwendung von Parametern der flachen Schnitttiefe, hoher Spindelgeschwindigkeit und moderater Zufuhrgeschwindigkeit, um Oberflächenqualität und Dimensionsgenauigkeit zu erreichen) → Ultra-Finish Bearbeitung (endgültiges Polieren kritischer Merkmale). In der Programmierphase nutzen wir fortschrittliche CAM-Software, die Strategien wie Spiraleneintritt, Konturglättung und Werkzeugwegoptimierung einsetzt, um einen stabilen Schneidprozess mit konstanter Last zu gewährleisten. Arbeitshaltelösungen sind speziell entwickelt, wobei Präzisionsarmaturen oder modulare Armaturen verwendet werden, um die Spannverformung zu minimieren und gleichzeitig die Steifigkeit zu gewährleisten und das Prinzip des " einzuhalten. Datenvereinigung. "
Schematisches Diagramm der progressiven Prozessbahnplanung vom Rauben bis zum Ultra-Finishing
Zusammenfassung und Outlook
Die Herausforderung der Präzisionsspitze von ±0,01 mm ist ein umfassender Test technischer, managementaler und detaillierter Kontrollfähigkeiten. Es erfordert, dass wir die Bearbeitung von einem isolierten Fertigungsschritt zu einem integrierten System, das Präzisionsmaschinen, Umwelttechnik, Materialwissenschaften, Messtechnik und digitale Steuerung umfasst, erhöhen. Die Lösung, die wir aufgebaut haben – mit hoher Steifigkeit, konstanten Temperatur Werkzeugmaschinen als Grundlage, einer stabilen und sauberen Umgebung als Barriere, Präzisionswerkzeugen und Werkzeughaltern als Instrumente, Online-Messung und Kompensation als Maßstab und strengen Prozessflüssen als Seele – ist die konkrete Praxis dieser systematischen Philosophie.
Wir sind fest davon überzeugt, dass wir nur durch Identifizierung, Kontrolle und Kompensation für jede Variable, die den letzten 0,01 mm beeinflussen könnte, eine versprechen" in ein " zuverlässiges physikalisches Teil" in den Händen unserer Kunden. Angesichts noch strengerer Präzisionsherausforderungen in Zukunft werden wir unsere Forschung in Bereichen wie Mikroschneidmechanismusforschung, intelligente adaptive Kompensation und vollständige Datenverfolgbarkeit der Fertigungskette weiter vertiefen und bemühen uns, Ihr vertrauenswürdigster Partner auf dem Gebiet der Herstellung von hochpräzisen strukturellen Komponenten zu werden.
Sind Sie bereit, Ihre CAD-Datei in ein maßgefertigtes Teil zu verwandeln? Laden Sie Ihr Design hoch, um ein kostenloses, präzises Angebot zu erhalten.
Jetzt unverbindlich anfragen


